Clear Sky Science · en
High power diode laser beam welding of AA8011 aluminum alloy for enhanced mechanical performance in lightweight structures
Stronger joins for lighter products
From car body panels to food packaging, thin aluminum sheets help make products lighter, more fuel‑efficient, and easier to recycle. But joining these sheets reliably is surprisingly difficult: traditional welding can distort the metal, weaken it, or fill it with tiny flaws. This study explores a newer approach—high‑power diode laser beam welding—to see whether it can create cleaner, stronger joints in a widely used aluminum alloy called AA8011, and how to tune the process for the best performance.
Why welding aluminum is so tricky
AA8011 aluminum is popular because it is light, corrosion‑resistant, and easy to form into thin sheets and foils. Yet those same sheets are hard to weld. Aluminum conducts heat very quickly, forms a stubborn oxide film on its surface, and tends to develop pores, distortion, and cracks when exposed to intense heat. Common methods such as TIG and MIG welding often overheat the metal, while more advanced solid‑state processes need complex tooling and are not always well suited to automated production lines. Manufacturers therefore need a joining method that can work quickly on thin sheets, with minimal heat damage and defects.
A focused laser as a precise heat source
The researchers tested High Power Diode Laser Beam Welding (HPDLBW) on 2‑millimeter‑thick AA8011 sheets. In this setup, a concentrated laser spot moves along the joint, melting a narrow track of metal that solidifies into the weld. By adjusting only a few key settings—laser power, welding speed, and beam diameter—they could strongly influence how deep the weld penetrated and how sound the joint became. To explore this efficiently, they used a Taguchi L9 design, a structured way to cover many combinations with only nine carefully chosen tests. For each weld, they measured hardness, tensile strength, and impact toughness, and examined the microscopic grain structure and defects such as pores or brittle particles. 
Finding the sweet spot in the settings
Using mathematical models, the team linked the welding settings to the joint’s mechanical behavior. They showed that laser power and travel speed largely control how much heat enters the metal: slower speeds or higher power mean more heat, deeper melting, and a larger molten pool, while faster speeds risk shallow, incomplete welds. Beam size helps shape how that heat is spread. By fitting a response surface model—a curved “map” of the process—they searched for a combination that maximizes strength and toughness without overheating the sheet. The best recipe was a power of 3.3 kW, speed of 17 mm/s, and beam diameter of 3.5 mm. Under these conditions, the welds reached about 69 N/mm² tensile strength, around 110 J of impact energy, and a hardness close to 33 HV, outperforming other tested settings.
What happens inside the metal
Microscope studies revealed why the optimized welds behaved better. At the best settings, the fusion zone contained fine, equiaxed aluminum grains only a few micrometers across, and the surrounding heat‑affected region showed limited coarsening. The distribution of alloying elements such as silicon, iron, copper, and magnesium was fairly uniform, and only small amounts of brittle intermetallic compounds and pores were present. In contrast, conditions with too much heat produced coarser, more uneven structures and a higher risk of local brittleness. The researchers also linked grain size directly to strength: smaller grains raised the yield strength in line with well‑known grain‑strengthening behavior. Impact tests and fracture‑surface images further showed that the optimized welds absorbed more energy before breaking and failed in a more ductile, damage‑tolerant way. 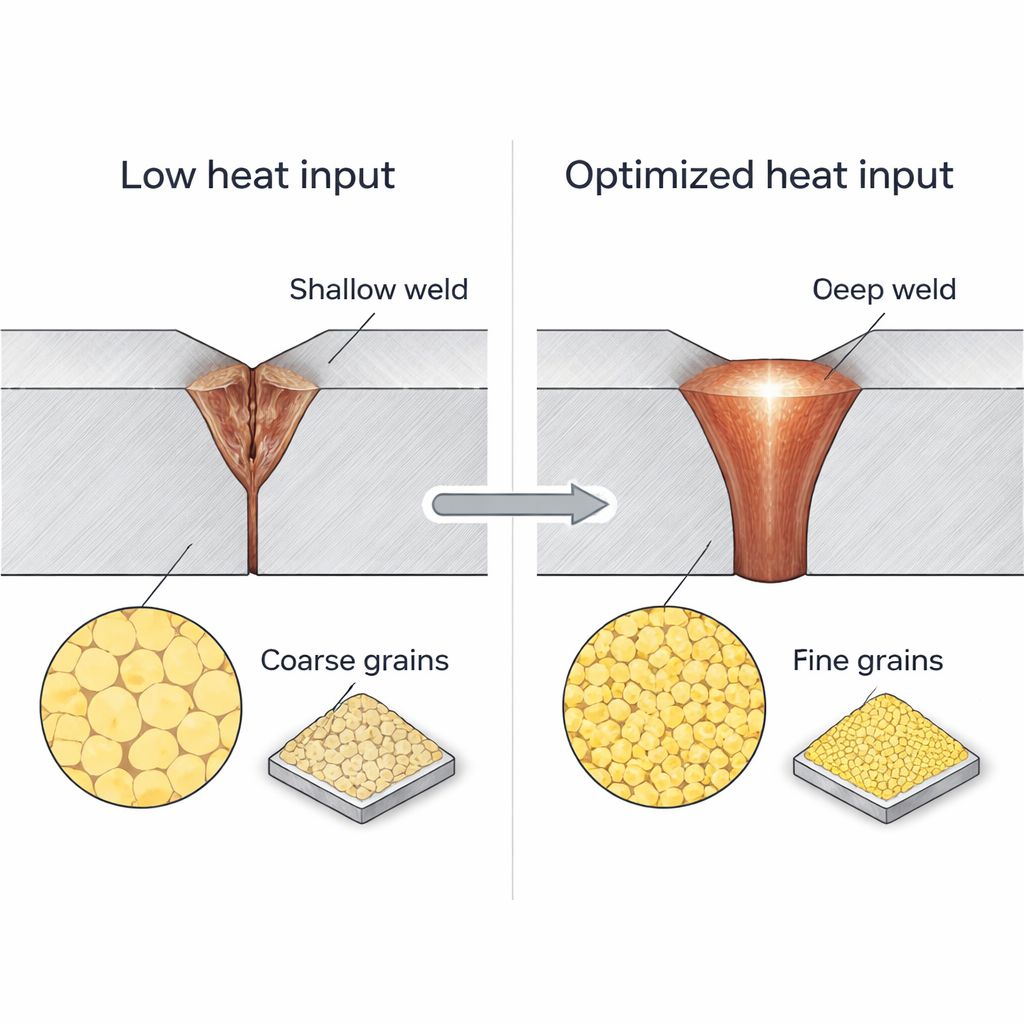
Implications for everyday technology
For a non‑specialist audience, the main message is that careful control of a laser’s power, speed, and spot size can join thin aluminum sheets with less damage and more predictable strength than many traditional methods. This study provides a data‑driven recipe and a predictive model that engineers can use to set up diode‑laser welding for AA8011 in real manufacturing lines—for example, in electric vehicle battery housings, HVAC components, or packaging. By keeping heat input just high enough to fully fuse the metal, but low enough to avoid distortion and brittle phases, high‑power diode laser welding emerges as a scalable, automation‑ready technology for building lighter, more efficient products.
Citation: Patil, R., Löfstrand, M. High power diode laser beam welding of AA8011 aluminum alloy for enhanced mechanical performance in lightweight structures. Sci Rep 16, 7738 (2026). https://doi.org/10.1038/s41598-026-41272-1
Keywords: laser welding, aluminum alloy, lightweight structures, microstructure, mechanical properties