Clear Sky Science · en
Optimizing the drilling performance of Syagrus romanzoffiana fiber biocomposites: minimizing delamination with RSM and ANN modeling
Cleaner Holes in Greener Materials
As companies race to replace fossil-based plastics with plant-based materials, a practical question looms: can these greener materials actually be drilled, cut, and assembled on real factory floors without falling apart? This paper tackles that question for a little-known palm fiber composite, showing how to drill neat, precise holes in it while keeping damage to a minimum by combining careful experiments with modern data-driven modeling.
From Palm Tree Waste to High-Value Panels
The study centers on fibers taken from the rachis of the Syagrus romanzoffiana palm, a by-product of routine pruning in Algeria. These short, stiff fibers are mixed with a bio‑based epoxy resin to form light, strong panels containing 30% fiber by weight. The team first confirms that the resin cures properly and that the fibers bond physically with the surrounding matrix, using infrared spectroscopy to check for complete chemical reactions and good interaction at the interface. The result is a fully bio‑based composite plate with mechanical properties comparable to many conventional glass‑fiber materials, but made from local plant waste and a biodegradable binder.
Why Drilling Damages Composites
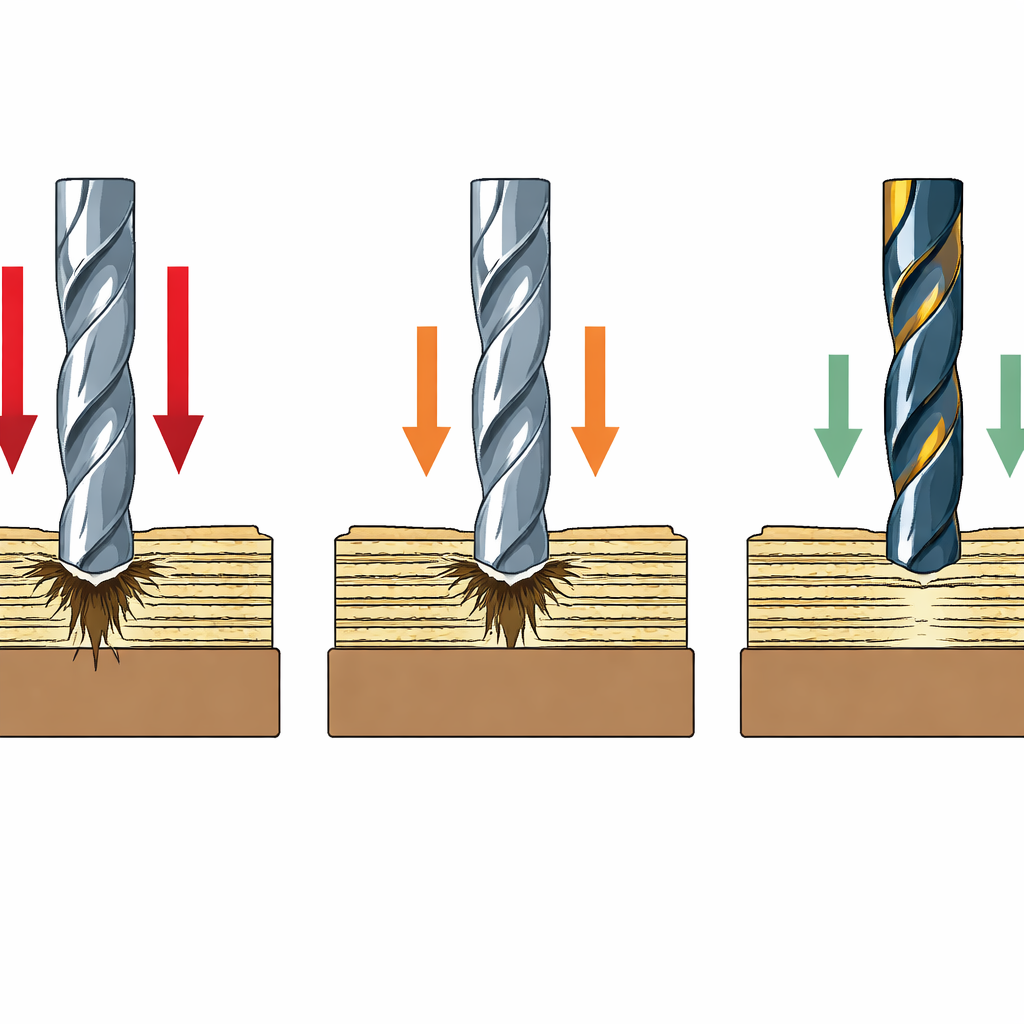
To be useful in cars, sports gear, or aircraft interiors, these panels must accept bolts, rivets, and fasteners, which means they must be drilled. In layered materials like fiber composites, drilling often tears the layers apart near the hole, a defect known as delamination. This study focuses on the damage at the hole exit, where the pushing action of the drill tends to lift and peel the last layers. The researchers vary three practical levers that any shop can control: how fast the drill advances (feed rate), how quickly it spins (spindle speed), and how wide it is (drill diameter). They also compare standard high‑speed steel bits with versions coated in a hard, low‑friction titanium nitride layer. By scanning each drilled hole and analyzing images with software, they measure a “delamination factor,” essentially how much the damaged region around the exit grows beyond the intended hole size.
Finding the Sweet Spot in Drilling Settings
Across 27 carefully planned drilling tests, a clear picture emerges. The single most important lever is the feed rate: pushing the drill three times faster raises the delamination factor by roughly half, because the tool has to exert much higher forces to remove material. Drill diameter comes next: larger drills generate more thrust and torque, which slightly enlarges the damaged zone. Spindle speed has a more subtle, curved influence; a moderate speed around 1,200 revolutions per minute softens the matrix just enough to ease cutting, but avoids the excessive heat that would weaken the bond between fibers and resin. The titanium‑nitride‑coated bits consistently outperform bare steel, thanks to lower friction and better heat control, producing cleaner hole exits under the same conditions.
Teaching Models to Predict Damage
To turn these findings into practical guidelines, the authors build two types of predictive tools. The first is a classical statistical approach that fits a curved surface to the data, capturing how each drilling parameter and their pairwise combinations affect damage. This method works well and highlights the dangerous combination of high feed and high speed, which together drive delamination sharply upward. The second tool is an artificial neural network, a simple form of machine learning that learns patterns directly from the data without assuming a particular equation shape. Here, the neural networks learn to map feed, speed, and diameter to the measured damage with very high accuracy, beating the statistical model by reducing prediction error by as much as three‑quarters. Both approaches agree on optimal drilling windows, but the neural network does a better job capturing the subtle, nonlinear behavior of this particular bio‑composite.
Practical Settings for Industry
Using a standard optimization method, the team identifies a robust operating window that minimizes delamination while remaining realistic for production. The best region is at low feed rates (around 50–70 millimeters per minute), moderate spindle speeds (about 1,000–1,200 revolutions per minute), and smaller drill diameters, especially when using the coated tools. Under these conditions, the delamination factor stays just a few percent above the ideal hole size—comparable to or even better than many carbon and glass fiber composites drilled in dry conditions. Importantly, the optimum is not a razor‑thin point but a broad plateau, meaning small day‑to‑day variations in feed or speed will not suddenly ruin hole quality.
What This Means for Greener Products
For non‑specialists, the conclusion is straightforward: panels made from Syagrus romanzoffiana palm fibers and bio‑epoxy can be drilled cleanly enough to meet the demands of many real‑world applications, from car interiors to sports equipment, as long as reasonable cutting conditions are respected. By showing exactly which drilling settings keep damage in check—and by providing machine‑learning models that can be reused and extended—the study helps bridge the gap between laboratory “green” materials and the everyday nuts‑and‑bolts reality of industrial manufacturing. In doing so, it strengthens the case that plant‑based composites can be both environmentally attractive and practically machinable.
Citation: Ferfari, O., Belaadi, A., Krishnasamy, P. et al. Optimizing the drilling performance of Syagrus romanzoffiana fiber biocomposites: minimizing delamination with RSM and ANN modeling. Sci Rep 16, 7929 (2026). https://doi.org/10.1038/s41598-026-38618-0
Keywords: natural fiber composites, drilling delamination, biobased materials, process optimization, artificial neural networks