Clear Sky Science · en
Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718
Why cooling matters when cutting tough metals
From jet engines to power plants, many critical parts are carved out of an extremely tough metal called Inconel 718. Its strength at very high temperatures makes it ideal for harsh environments, but also makes it notoriously hard and costly to machine. This study asks a practical question for industry and the environment: can we cut this difficult metal in a way that uses less energy, wears out fewer tools, and still leaves a smooth, reliable surface—while also reducing the amount of cutting fluid that can harm workers and the planet?

A stubborn metal used in extreme places
Inconel 718 is a nickel-based superalloy that stays strong from deep-freeze temperatures up to nearly 1000 °C. That makes it perfect for aircraft engines, high-pressure piping, and defence applications, where failure is not an option. But its very advantages cause trouble in the workshop. When it is machined, the cutting tool faces enormous forces and heat that can exceed 1100 °C. The metal does not conduct heat away well and tends to stick to the tool, so tools wear out quickly, surfaces become rough, and production costs rise. At the same time, traditional liquid coolants used to tame this heat can create health and environmental concerns when they are used in large volumes.
Four ways to cool and lubricate the cut
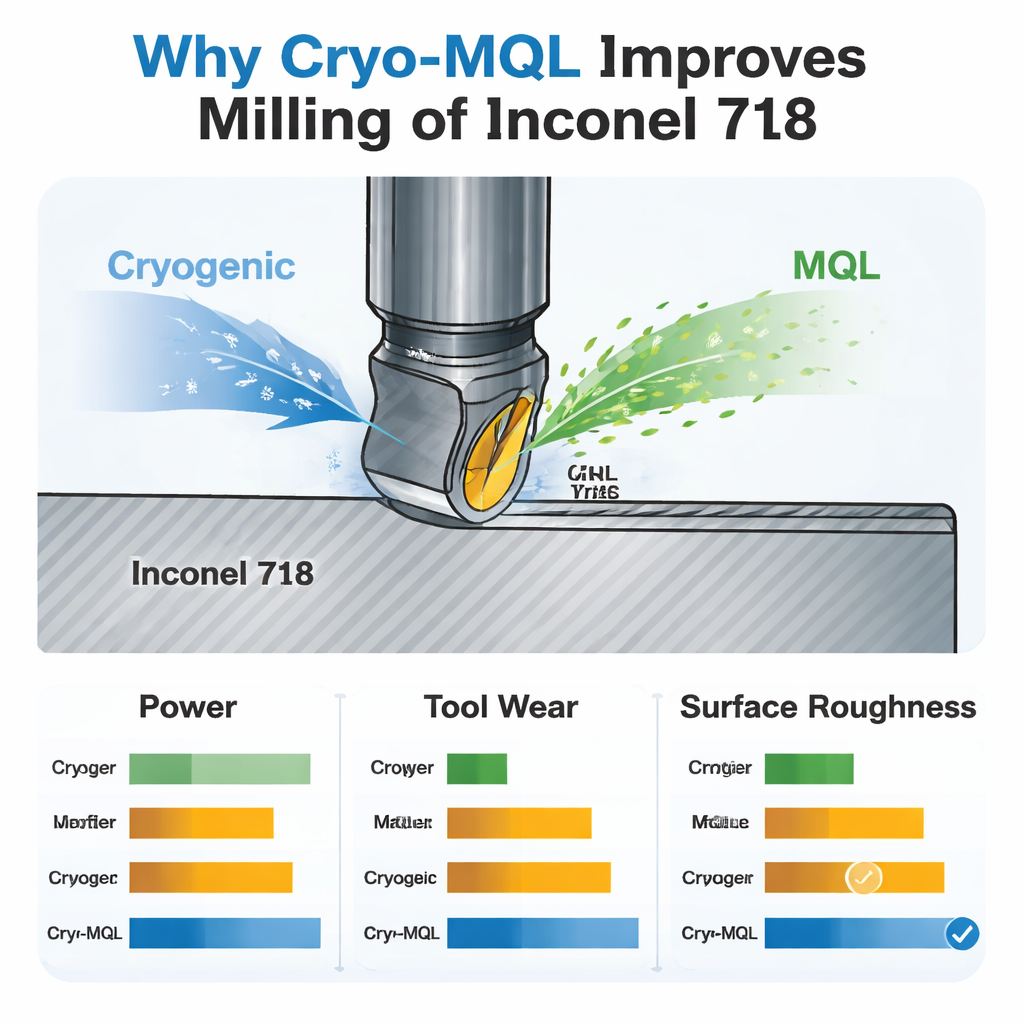
The researchers compared four different ways of cooling and lubricating the cutting zone while milling Inconel 718 on a CNC machine. In dry cutting, no fluid is used at all. Minimum Quantity Lubrication (MQL) sprays only a fine oil mist, using far less fluid than conventional flooding. Cryogenic cooling delivers a very cold gas or liquid, such as liquid nitrogen, to chill the cutting zone. Finally, a hybrid approach called Cryo-MQL combines both the cold jet and the oil mist. Across these four methods, the team ran tests at three cutting speeds while keeping feed rate and depth of cut constant. They measured how much electrical power the machine drew, how quickly the cutting tools wore out, how smooth the finished surfaces were, and how the tiny curled chips of metal changed shape.
Energy use, surface smoothness, and tool life
The results show that the choice of cooling method strongly affects machining behaviour. Dry cutting always consumed the most power and produced the most severe tool wear, including chipping at the cutting edge and deep damage on the tool face. MQL lowered friction and helped tools last longer than in dry cutting, but its limited cooling ability became a drawback at higher speeds. Pure cryogenic cooling did a good job of protecting surface smoothness at low speeds and reduced tool temperatures at high speeds, but could also cause sudden temperature shocks that left small craters on the tool. The hybrid Cryo-MQL approach consistently offered the best balance: at low speeds it cut power use by about 10 percent compared with dry cutting, and at all speeds it kept tool wear to the lowest levels by both cooling the tool and providing a stable lubricating film between tool and chip.
What the tiny metal chips reveal
The study also examined the shape and break-up of the metal chips, which act like fingerprints of what is happening in the cutting zone. As cutting speed increased, chips tended to form saw-tooth patterns, a sign that the material is deforming in bursts along narrow zones of intense shear and heat. Under dry and simple MQL conditions, these chips often became highly serrated and irregular, signalling unstable cutting and high thermal loads. Cryogenic cooling made the saw teeth sharper as the metal turned more brittle in the cold. Under Cryo-MQL, however, the chips generally became more regular and easier to control, indicating a more stable balance between temperature, friction, and material softness. This chip behaviour echoed the measurements of tool wear and power use, reinforcing the conclusion that the hybrid method tames the cutting process.
What this means for cleaner, cheaper machining
For factories that must machine Inconel 718, these findings suggest a practical path forward. Running tools under hybrid Cryo-MQL conditions can lower energy demand, extend tool life, and maintain good surface quality, all while using only a small amount of lubricant. That means fewer tool changes, less scrap, and reduced reliance on large volumes of conventional cutting fluids. In simple terms, combining very cold cooling with a fine oil mist lets manufacturers cut this stubborn metal more gently and efficiently, supporting both cost savings and cleaner, more sustainable production.
Citation: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
Keywords: Inconel 718 machining, cryogenic cooling, minimum quantity lubrication, tool wear, sustainable manufacturing