Clear Sky Science · en
Friction stir welding parameter optimization for dissimilar AA2014 and AA5052 aluminium alloys
Stronger Lightweight Metals for Cars and Planes
From electric cars to airplanes and ships, manufacturers want metal parts that are both light and strong. Aluminium fits this need well, but joining different aluminium grades together without weakening them is surprisingly difficult. This study shows how engineers can fine‑tune a solid‑state process called friction stir welding so that two very different aluminium alloys, AA2014 and AA5052, form a strong, reliable joint suited for demanding structures.
How a Spinning Tool Joins Metal Without Melting It
Friction stir welding works more like kneading than traditional melting and fusing. A hard rotating tool is pressed into the seam between two metal plates and moved along the joint. The friction softens, but does not melt, the metal so it can be stirred and forged together into a solid bond. This avoids many of the problems of ordinary welding, such as pores, cracks, and distortion. In this study, the authors focused on four key settings: how fast the tool spins, the shape of its pin (triangle, circle, or square), how hard it is pressed down (axial load), and how quickly it travels along the joint. They wanted to see how these knobs affect the final strength, stretchability, and hardness of the weld between a high‑strength, heat‑treatable alloy (AA2014) and a more corrosion‑resistant alloy (AA5052).
Using Smart Statistics to Find the Best Settings
Testing every possible combination of welding settings would be slow and expensive. Instead, the team used a statistical strategy called response surface methodology combined with a Box–Behnken design. This guided them to 29 carefully chosen experiments that efficiently mapped how the four process settings influence four important results: ultimate tensile strength (how much load the joint can take before breaking), yield strength (when it starts to deform permanently), elongation (how much it can stretch), and microhardness (resistance to indentation). They then used a "desirability" function to search for one compromise set of parameters that keeps strength and hardness high without sacrificing too much ductility.
What the Optimized Weld Looks Like Inside
The best compromise they found used a moderately high tool rotation speed (about 1880 revolutions per minute), a square‑shaped pin, a relatively high axial load of 10 kN, and a medium‑high welding speed of around 17.6 mm per minute. Under these conditions, the joint achieved about 258 MPa in tensile strength and 197 MPa in yield strength, with hardness just over 100 on the Vickers scale and elongation of about 4.4%. Careful microscope studies revealed why: in the central "stir zone" the grains of aluminium are very fine and nearly equiaxed, and tiny strengthening particles are spread evenly throughout. This fine, uniform structure is a hallmark of complete dynamic recrystallization—the metal has effectively been reshaped at the microscopic level during stirring.
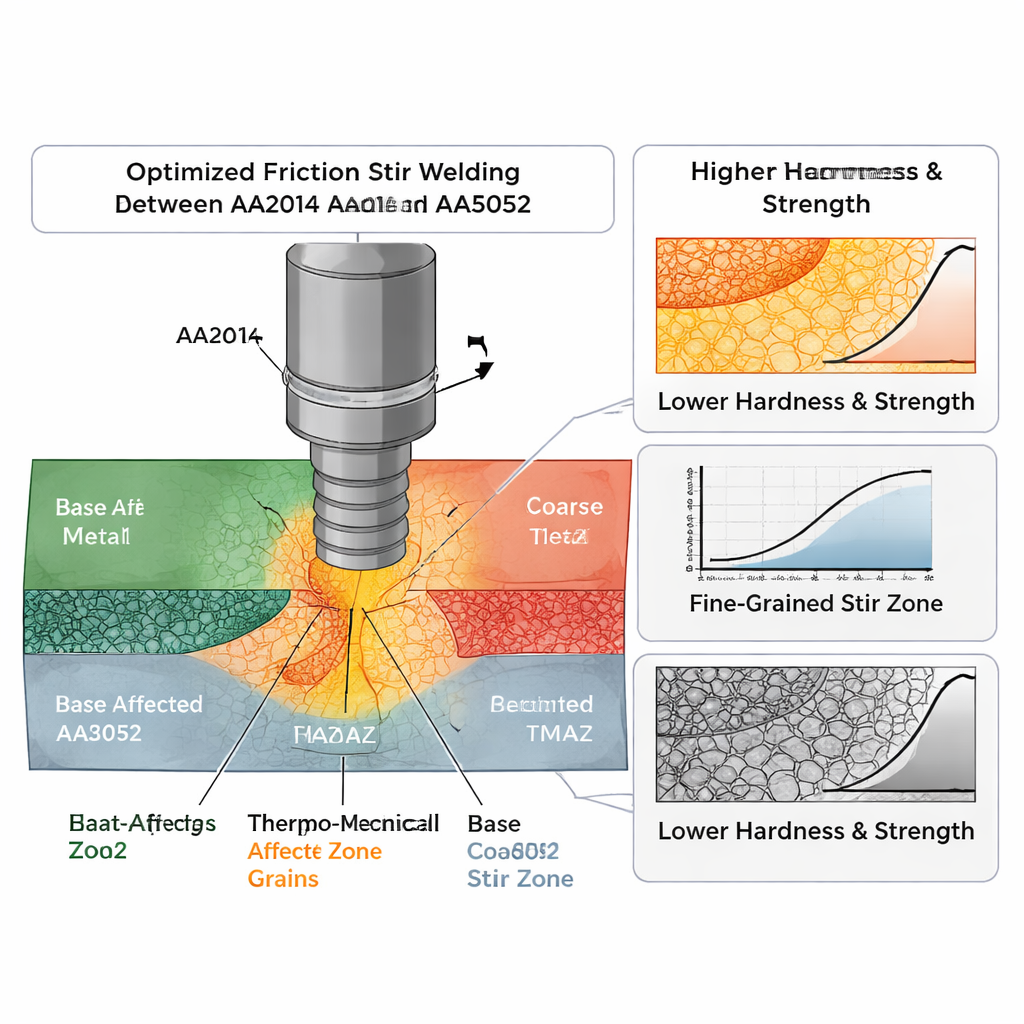
What Happens When the Settings Are Wrong
To see the downside of poor settings, the researchers compared an under‑optimized weld made at lower tool speed with a circular pin and lower axial pressure. That joint showed coarser grains, clumps of hard particles, and even tunnel‑like voids where material failed to fill in behind the tool. Not surprisingly, its strength and hardness were lower, and fracture surfaces from tensile tests showed larger, uneven dimples and signs of early failure. In contrast, the optimized joint fractured with many small, uniform dimples—evidence of a more ductile, energy‑absorbing failure linked directly to its refined, defect‑free microstructure and more favorable hardness profile across the weld.
Why This Matters for Real‑World Structures
For designers of cars, aircraft, and ships, the message is clear: friction stir welding can reliably join dissimilar aluminium alloys, but only if the process is tuned with care. By combining planned experiments with statistical modeling, this study identifies a specific recipe of tool speed, shape, pressure, and travel speed that yields a strong, hard, yet still reasonably ductile joint between AA2014 and AA5052. The optimized weld avoids internal defects and achieves a balanced set of properties without any post‑weld heat treatment, offering a practical route to lighter, more efficient structures that make better use of mixed‑alloy designs.
Citation: Soundararjan, S., Jeevakarunya, C., Raj Kumar, P. et al. Friction stir welding parameter optimization for dissimilar AA2014 and AA5052 aluminium alloys. Sci Rep 16, 7138 (2026). https://doi.org/10.1038/s41598-026-37562-3
Keywords: friction stir welding, aluminium alloys, welding optimization, lightweight structures, microstructure