Clear Sky Science · en
Optimization of ultrafast laser ablation of stainless steel in burst mode based on experimentally validated simulations and analytical modelling
Sharper Cutting with Less Heat
From medical implants to precision tools, many everyday technologies rely on detailed patterns carved into metals. Ultrafast lasers – firing pulses a millionth of a millionth of a second long – can sculpt metal with extraordinary precision but often struggle to work fast enough for industry. This study explores a smarter way to fire those pulses, called “burst mode,” to remove stainless steel more efficiently while preserving the fine control that makes ultrafast lasers so attractive.
Breaking One Big Flash into Many Tiny Ones
Instead of sending a single strong laser pulse to a steel surface, burst mode divides that energy into a rapid train of smaller sub-pulses arriving just billionths of a second apart. 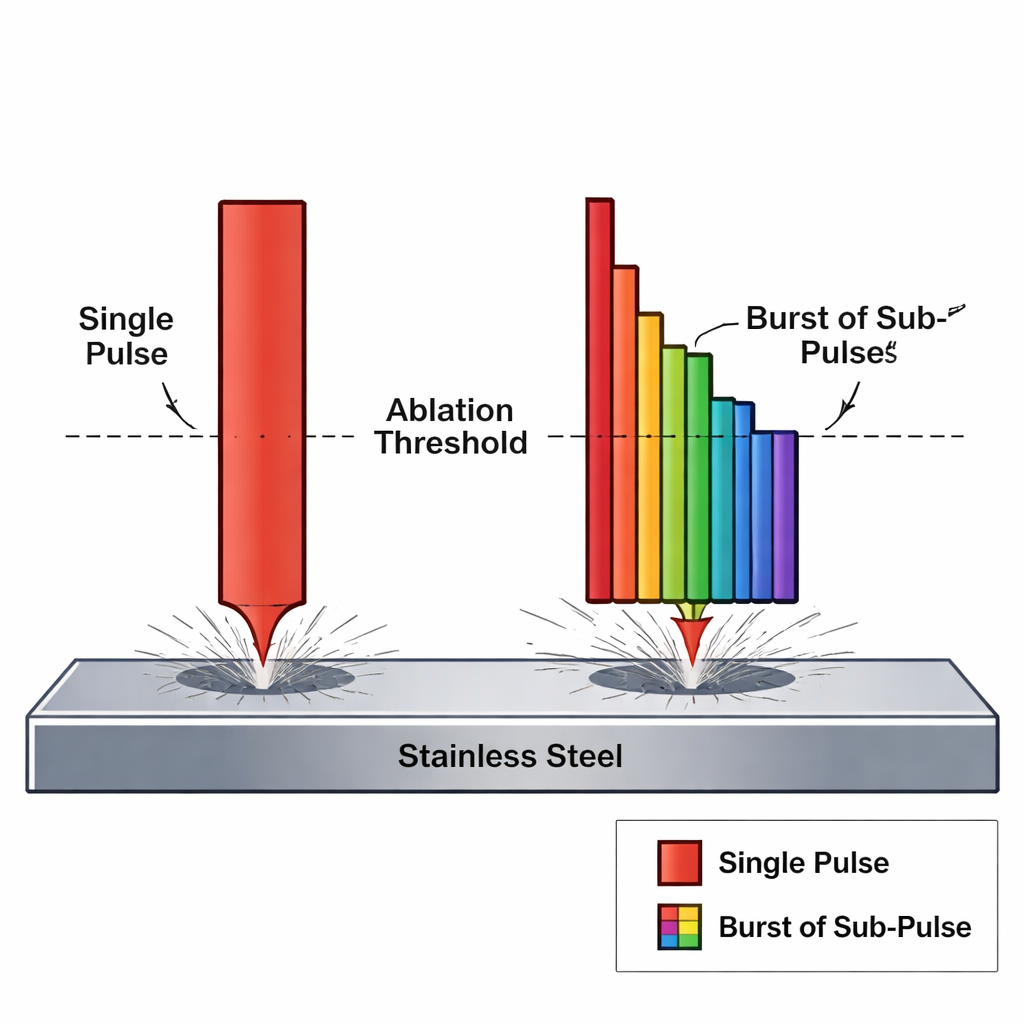
Following the Heat Inside the Metal
To answer that, the team uses and extends a well-established “two-temperature” model. In simple terms, when an ultrafast pulse strikes metal, the electrons heat up first, then quickly pass energy to the atomic lattice. The researchers simulate this two-step heating, then switch to a more conventional heat diffusion model once electrons and atoms reach the same temperature. This clever handoff between models makes long simulations feasible, even when dozens of sub-pulses arrive in rapid succession. The calculations track how temperature builds up, how material erupts away, and how the surface shape evolves as each sub-pulse hits.
Experiments That Test the Calculations
Simulations alone are not enough, so the authors run controlled experiments using a commercial femtosecond laser system operating in burst mode. They polish stainless steel to a very smooth finish and fire single bursts at different total energies and with different numbers of sub-pulses, then measure the tiny craters with high-resolution optical profilometry. Across many repeated shots, they statistically analyze the depth and diameter of the ablated spots. The measured trends – how depth grows, saturates, or vanishes as fluence and sub-pulse count change – are then compared directly with the model’s predictions.
Finding the Sweet Spot for Each Tiny Pulse
The combined results reveal a clear pattern. When each sub-pulse is too weak, nothing is removed: the energy stays below the “threshold fluence” needed to lift material away. As the energy per sub-pulse increases beyond this threshold, the ablation depth rises and reaches a maximum at a well-defined “optimal” fluence per sub-pulse. If the sub-pulses become too strong, however, efficiency falls – extra energy just overheats already-removed material instead of carving deeper. 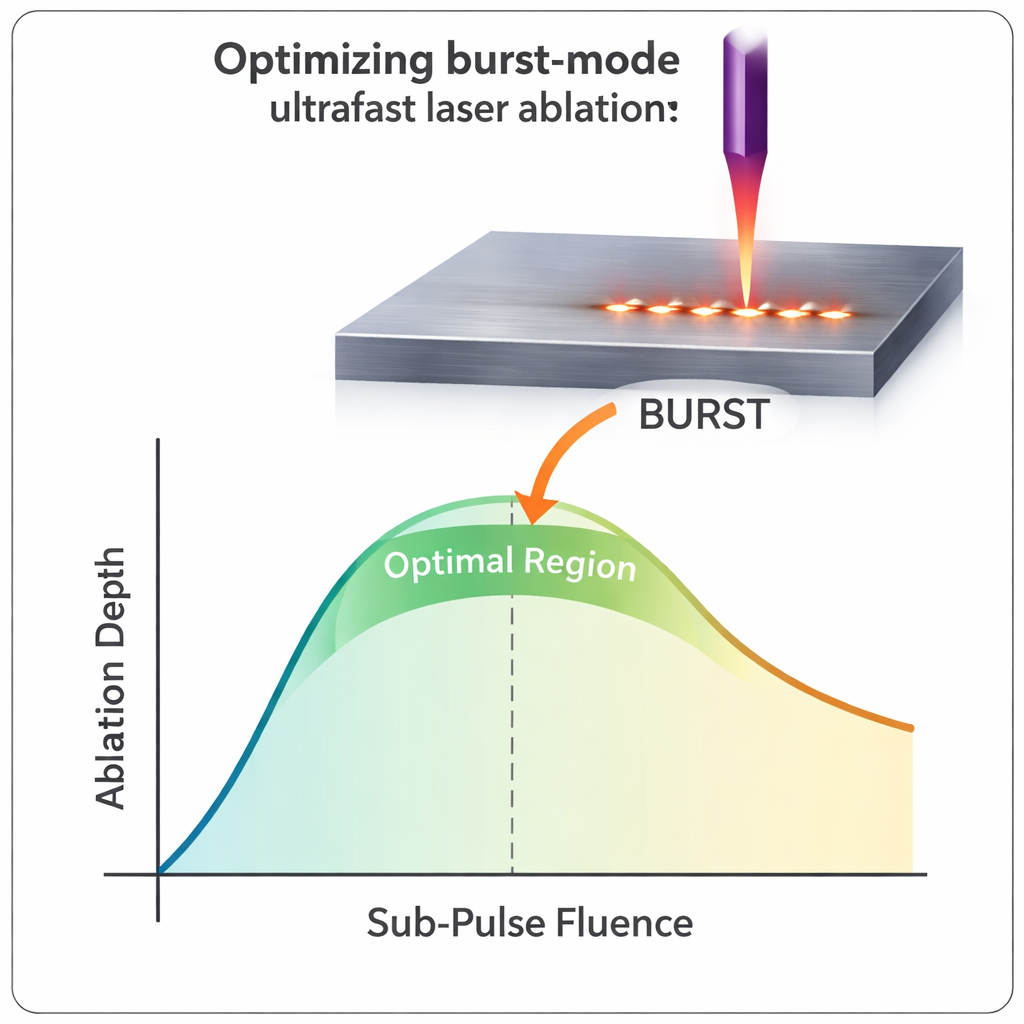
Simple Formulas for Fast Industrial Choices
To make these insights usable on the factory floor, the authors distill their detailed simulations into two compact analytical models. One uses a straightforward logarithmic formula to estimate depth from fluence and sub-pulse count, suitable for quick, back-of-the-envelope optimization. The second blends a linear description at low energies with a logarithmic one at higher energies to better match the data across a broader range. Both models identify essentially the same optimal energy range per sub-pulse and explain why, for high overall power, splitting energy into many well-chosen sub-pulses is more effective than simply turning the laser up.
What This Means for Real-World Manufacturing
In plain terms, the study shows that “how” you deliver laser energy matters as much as “how much” you deliver. For ultrafast machining of stainless steel, dividing a powerful pulse into a burst of smaller, carefully tuned sub-pulses can remove more material per unit of energy, keep features narrow, and avoid excessive heating. The validated computer models and simple formulas provide a toolkit that machine builders and process engineers can use to set burst parameters for faster, cleaner, and more reliable laser processing in future industrial applications.
Citation: Omeñaca, L., Olaizola, S.M., Rodríguez, A. et al. Optimization of ultrafast laser ablation of stainless steel in burst mode based on experimentally validated simulations and analytical modelling. Sci Rep 16, 6295 (2026). https://doi.org/10.1038/s41598-026-37443-9
Keywords: ultrafast laser ablation, burst mode processing, stainless steel micromachining, two-temperature model, laser manufacturing optimization