Clear Sky Science · en
Experimental and numerical analysis on cold forging of commercially pure aluminum
Shaping Metal Parts with Less Waste
From car axles to aircraft fittings, many everyday products start life as chunks of metal squeezed into shape. This squeezing, called forging, can be wasteful if workers must machine away large amounts afterward. The study described here explores how to design aluminum pieces so they forge into shapes that are already very close to final size, cutting down on waste, energy use, and cost.
Getting Close to the Final Shape
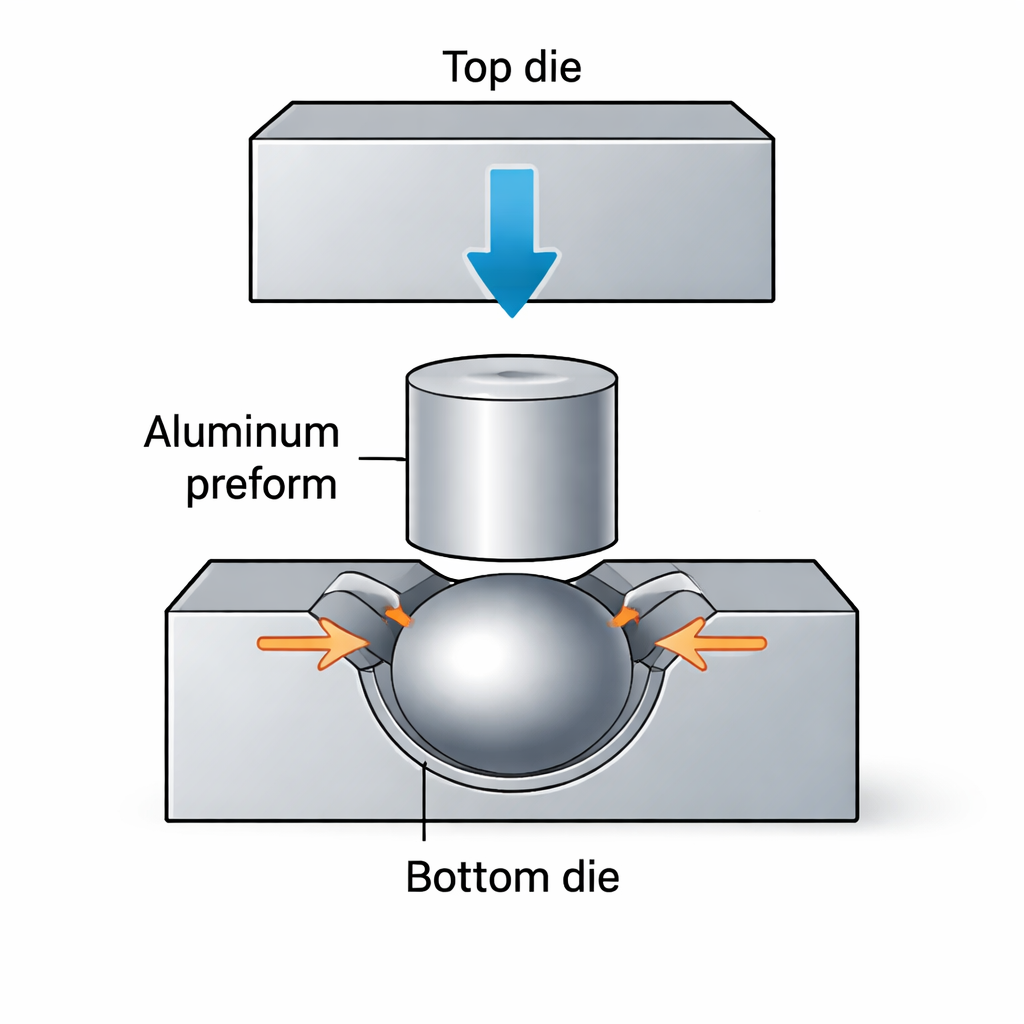
The research focuses on “near net shape” forging, where a metal part comes out of the press almost ready to use. The authors worked with commercially pure aluminum, a lightweight metal common in vehicles, planes, and marine hardware. Their target part was a metal ball 40 millimeters across, formed inside a matching spherical cavity in a steel tool called a closed die. Instead of trial-and-error on the factory floor, they used computer simulations to design the starting piece of metal—known as the preform—so that it would fill the spherical cavity cleanly without creating extra flash, the thin fins of excess metal that later must be trimmed away.
Testing Different Starting Shapes
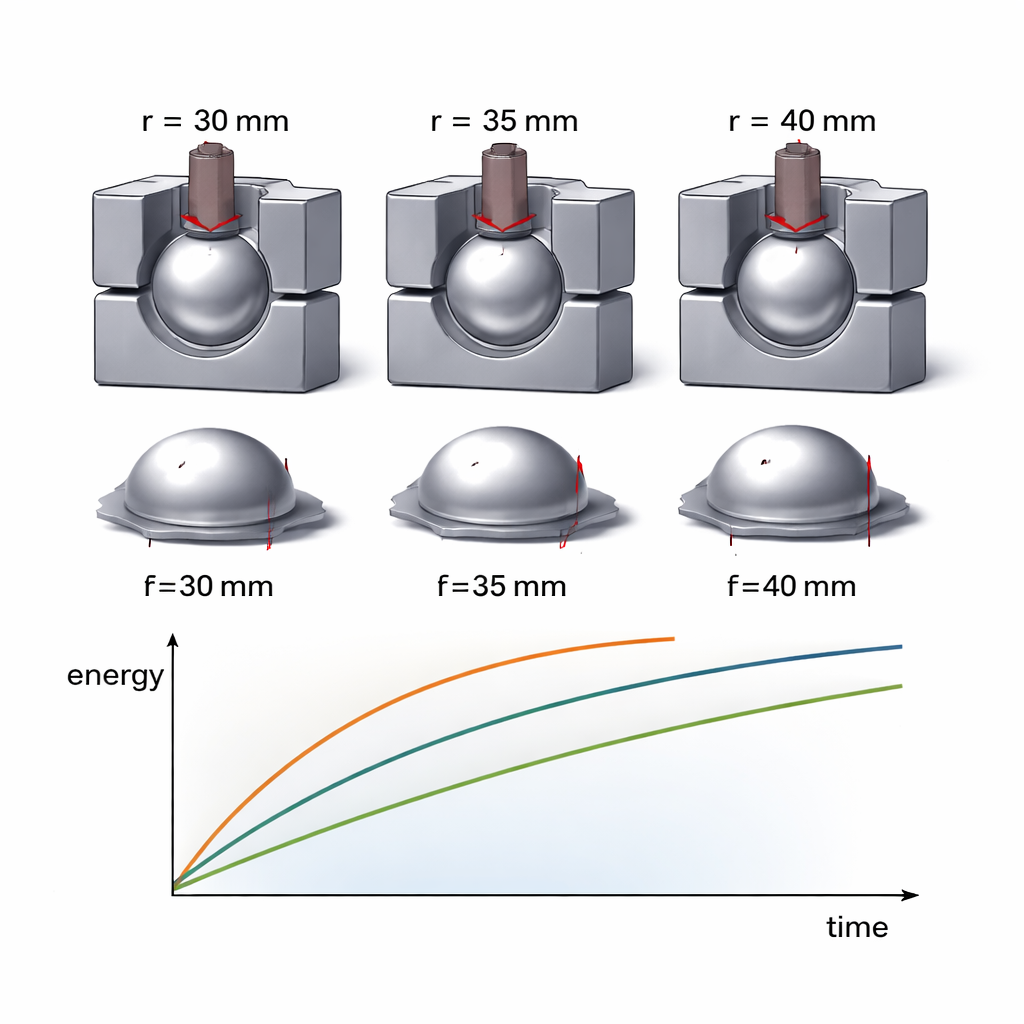
The team compared several preform designs that all used the same amount of aluminum. First, they looked at simple rectangular and cylindrical blocks. Simulation quickly showed that the rectangular block pushed material into the die corners, creating heavy flash and a misshapen final part. The plain cylinder did better, but still left flat spots instead of a smooth sphere. To improve the result, the researchers added a rounded end to the cylinder. They then tested three versions of this design, each with a different curvature at the end—equivalent to spherical radii of 40, 35, and 30 millimeters—while keeping volume constant. Using finite element software, they followed how the metal flowed outward and into the cavity as the upper die pressed down.
Following the Metal and the Energy
Computer models revealed that during forging, the aluminum first spreads outward easily, then meets increasing resistance as the cavity fills and internal back stress builds up. For every preform, the energy needed to continue pressing climbed steadily with time, largely because of friction between the metal and the die and because the metal hardens as it is squeezed. Among the three rounded cylinders, the one with the smallest end radius, 30 millimeters, filled the spherical cavity most smoothly and required the least energy. Its limited contact area reduced friction and the volume that had to be forced into tight corners, improving forming efficiency.
Checking the Computer Against Reality
To see whether the simulations matched real-world behavior, the researchers carried out cold forging tests at room temperature using a 100-ton testing machine and hardened steel dies. They machined aluminum billets to the best-performing preform dimensions and forged them into the spherical cavity. The forged parts came out nearly spherical, with no flash and a clean surface, confirming that the preform design was sound. However, the actual process needed about 13% more energy than predicted, and the final balls were slightly more oval than the model suggested. These differences were traced mainly to stronger friction and more pronounced hardening in the real metal than the simplified settings assumed in the software.
Why This Matters for Manufacturing
In the end, the study shows that carefully designed preforms, guided by detailed computer simulations, can help manufacturers forge aluminum parts that are closer to final shape, use less energy, and generate less scrap. While simulations do not capture every nuance of friction and material behavior, they proved accurate enough to guide preform design and avoid many costly trial runs. For readers, the key takeaway is that smart virtual testing can make metal forming cleaner, cheaper, and more precise—paving the way for better, more efficient production of components in cars, planes, and other demanding applications.
Citation: Sahu, K., Singh, M., Choudhary, H. et al. Experimental and numerical analysis on cold forging of commercially pure aluminum. Sci Rep 16, 6961 (2026). https://doi.org/10.1038/s41598-026-37220-8
Keywords: cold forging, aluminum, near net shape, finite element simulation, die design