Clear Sky Science · en
Comparative analysis of copper and graphite electrodes in EDM of Al–SiC metal matrix composites
Why this matters for high-tech machines
From wind turbines to spacecraft, many modern machines rely on lightweight metal parts that must survive intense heat and stress. Aluminium–silicon carbide (Al–SiC) metal matrix composites fit this bill, but they are notoriously difficult to shape with traditional cutting tools. This paper explores how an advanced spark-based process called electrical discharge machining (EDM) can shape these tough composites more efficiently, and asks a practical question: is copper or graphite the better tool material for the job?
Shaping metals with sparks instead of blades
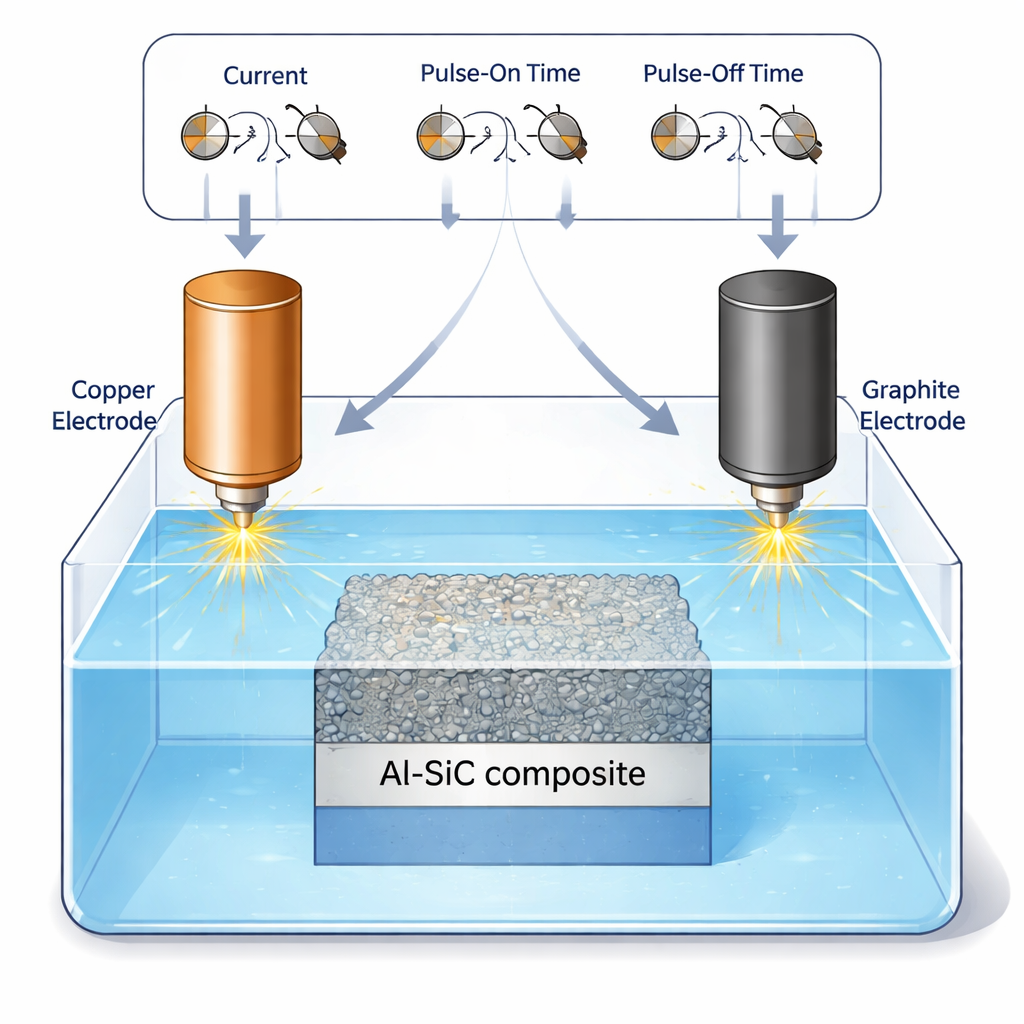
EDM works very differently from milling or drilling. In a die-sink EDM machine, a solid tool electrode and the metal workpiece are both submerged in a bath of insulating fluid, typically kerosene. When a controlled voltage is applied and the gap between tool and workpiece is very small, a series of tiny electrical sparks jump across the gap. Each spark locally heats the metal to several thousand degrees Celsius, melting and vaporizing microscopic bits of material. By scanning and pulsing these sparks, manufacturers can carve precise cavities in materials that would quickly wear out conventional tools.
Why Al–SiC composites are both useful and troublesome
Al–SiC composites combine a familiar aluminium alloy with hard silicon carbide particles. The aluminium keeps the material light, corrosion-resistant and relatively easy to cast, while the ceramic particles greatly increase hardness, wear resistance and strength. These properties make Al–SiC attractive for moving parts in high-speed systems such as aerospace components, high-performance cars and unmanned aerial vehicles. The downside is that the same abrasive particles that toughen the composite also chew up cutting tools, raising costs and limiting the shapes that can be produced. EDM sidesteps this problem because the sparks remove material without the tool ever physically rubbing against the surface.
Putting copper and graphite tools to the test
The researchers compared two common EDM tool materials: highly conductive copper and heat-tolerant graphite. Using a statistically planned set of experiments (a Box–Behnken design), they varied three main machine settings—electrical current, the length of each spark pulse (pulse-on time), and the pause between pulses (pulse-off time). For each combination, they measured how quickly material was removed from the Al–SiC workpiece (material removal rate, or MRR) and how fast the tool itself wore away (tool wear rate, or TWR). They then used standard statistical methods to separate genuine trends from random noise and to build mathematical equations linking the settings to the machining outcomes.
What the sparks revealed about performance
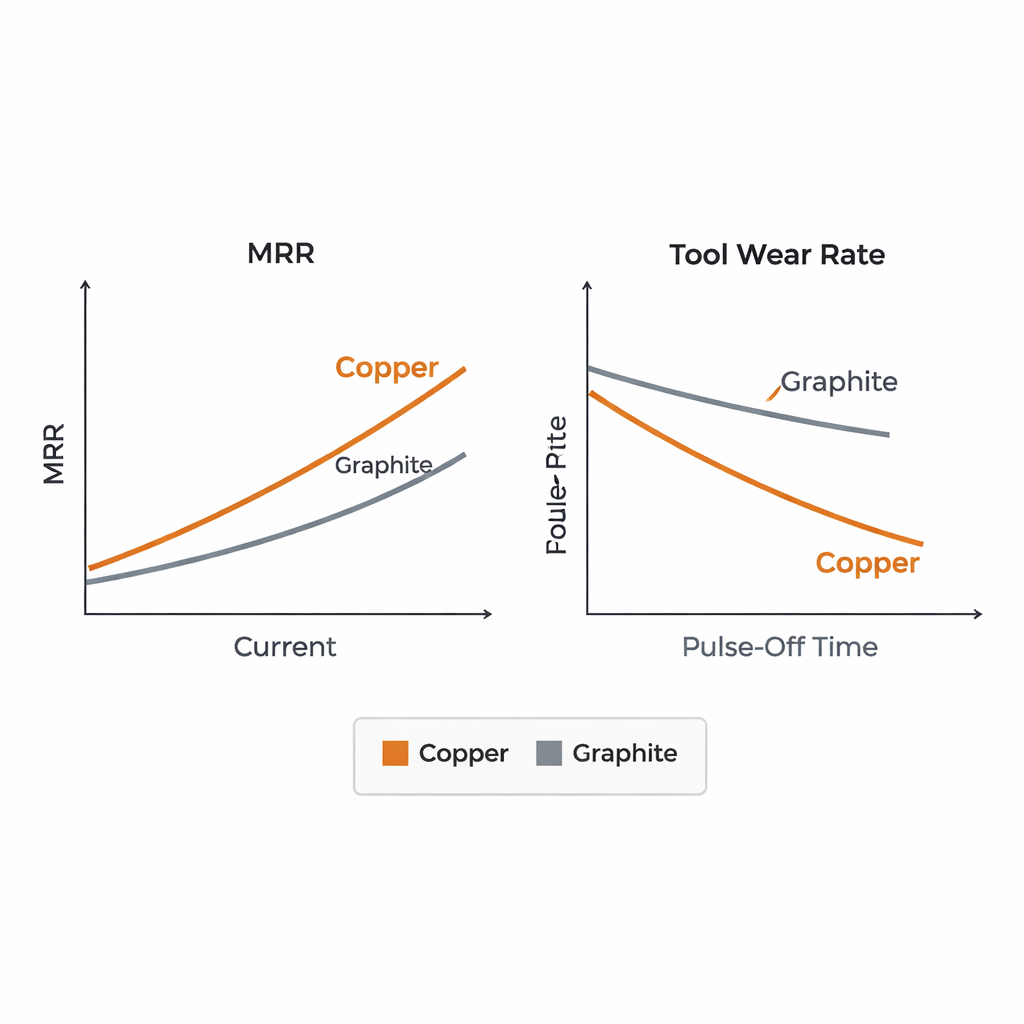
For both tool materials, higher current and longer pulse-on times produced more energetic sparks, which increased how fast the composite was machined—but also tended to raise tool wear. Longer pulse-off times, in contrast, acted like rest breaks between sparks. These pauses let the tool cool and the molten debris wash away, which consistently reduced tool wear for both copper and graphite. When the two electrodes were compared directly, copper clearly outperformed graphite: it delivered up to about 18% higher material removal while suffering roughly 25% less wear. Microscopic images backed up these numbers, showing smoother, less damaged surfaces on copper tools than on graphite ones after machining.
Why copper comes out ahead
The superior behavior of copper stems mainly from its excellent ability to conduct heat and electricity. Copper quickly spreads out the intense heat from each spark, reducing local damage and making the sparking more stable. Graphite can handle high temperatures, but it does not carry heat away as efficiently, so it experiences more localized burning and cratering. For a heat-sensitive composite like Al–SiC, this difference matters: copper allows faster, steadier machining with less collateral damage to both tool and workpiece. The study also pinpoints a practical recipe for high productivity: for copper tools, a current of 9 A with moderate pulse-on and pulse-off times yielded the highest material removal.
What this means for real-world manufacturing
For engineers and manufacturers, the message is straightforward. When using EDM to shape Al–SiC metal matrix composites, copper electrodes are generally the better choice, offering faster cutting and longer tool life than graphite. By carefully tuning the current and the timing of the electrical pulses—and allowing enough pause between sparks to limit heat build-up—shops can machine complex composite parts more efficiently and with less waste. This guidance helps bridge the gap between laboratory studies and factory practice, supporting the wider use of advanced lightweight materials in demanding technologies.
Citation: Shahapur, B., Barik, D., Majumder, H. et al. Comparative analysis of copper and graphite electrodes in EDM of Al–SiC metal matrix composites. Sci Rep 16, 6729 (2026). https://doi.org/10.1038/s41598-026-37162-1
Keywords: electrical discharge machining, aluminium silicon carbide composite, copper electrode, graphite electrode, tool wear