Clear Sky Science · en
Data-driven optimization of machining parameters for Hastelloy C276 using PSO and TLBO frameworks
Why this tough metal matters
From jet engines to chemical reactors, many critical systems rely on metals that can shrug off extreme heat and aggressive chemicals. Hastelloy C276 is one of these “super” alloys, but its toughness makes it notoriously difficult and expensive to machine into precise parts. This study explores how to cut this stubborn metal more cleanly, cheaply, and sustainably by combining advanced cooling methods with smart computer optimization.
Four ways to keep cutting cool
The researchers focused on a milling process, where a spinning tool carves a flat surface on a block of Hastelloy C276. They compared four different ways to cool and lubricate the cutting zone: no fluid at all (dry cutting), a fine oil mist using minimal fluid (minimum quantity lubrication, or MQL), the same mist enhanced with tiny ceramic particles (nano-MQL), and a jet of very cold carbon dioxide (cryogenic CO₂). Using a structured set of 16 carefully planned trials, they varied how fast the tool moved and how much metal it removed per revolution. For each trial they measured four practical outcomes that matter on a factory floor: the smoothness of the finished surface, the force needed to cut, how fast the tool wore out, and how hot the cutting zone became. 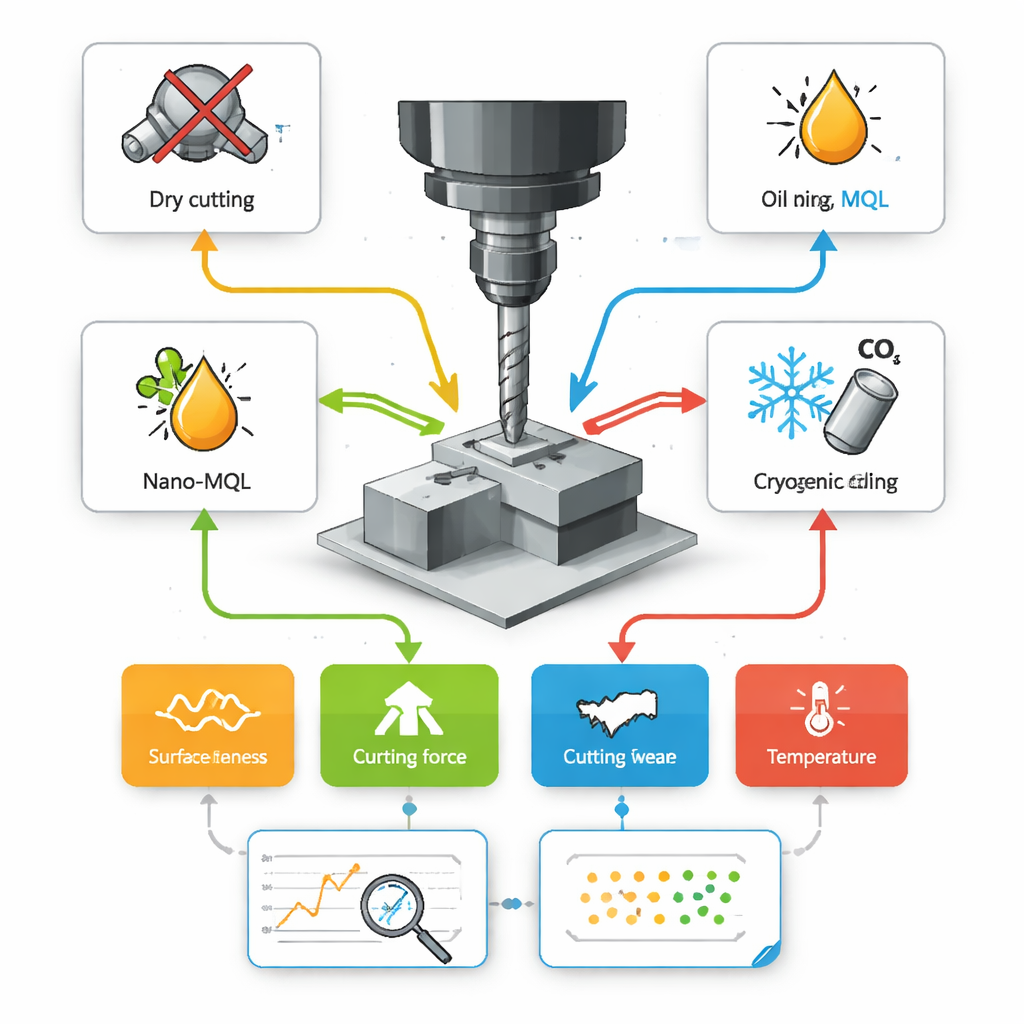
What happens to the tool and the surface
As expected, pushing the process harder with higher speeds and heavier feeds tended to increase cutting forces, raise temperatures, and wear the tool faster. Microscopic images showed that tiny fragments of the alloy stuck to the cutting edge and then tore away, a process called adhesive wear, while hard particles in the alloy scratched the tool like sandpaper, causing abrasive wear. These damage modes appeared under all conditions, but were much less severe when cryogenic CO₂ cooling was used. The cold CO₂ snow hitting the tool–chip interface quickly pulled heat away and reduced the tendency for the metal to weld to the tool. This not only slowed tool wear but also helped maintain a sharper edge, which in turn produced a smoother surface on the part.
How cooling choices change forces and heat
The study showed that dry cutting gave the worst results: rough surfaces, high cutting forces, and very hot tools. MQL and nano-MQL improved lubrication and gave moderate reductions in friction and temperature, but were limited by how well the oil droplets could reach the tight space where the tool meets the chip. The cryogenic CO₂ option stood out. Compared with dry cutting, it cut surface roughness and cutting force by about 30–40% and significantly lowered temperatures and tool wear. The reason lies in the way high-pressure CO₂ expands through a small nozzle, turning into a spray of cold “snow” with high cooling capacity. This snow lingers briefly at the cutting zone, pulling away large amounts of heat without leaving any oily residue on the part.
Letting algorithms choose the best settings
Choosing the right combination of cutting speed, feed rate, and cooling method is a balancing act: one setting might give a smooth surface but wear out tools quickly, while another saves tools but slows production. To navigate these trade-offs, the team used two nature-inspired computer algorithms. One, Particle Swarm Optimization (PSO), mimics a flock of birds searching for food; the other, Teaching–Learning-Based Optimization (TLBO), imitates how a classroom of students learns from both a teacher and each other. The researchers asked both algorithms to find cutting conditions that jointly minimized surface roughness, cutting force, tool wear, and temperature. Over many simulated trials, PSO more often landed very close to the best possible solution, while TLBO reached good answers faster with less computing effort. In both cases, the recommended “sweet spot” involved moderate cutting conditions paired with cryogenic CO₂ cooling, and experiments confirmed that the predictions were accurate. 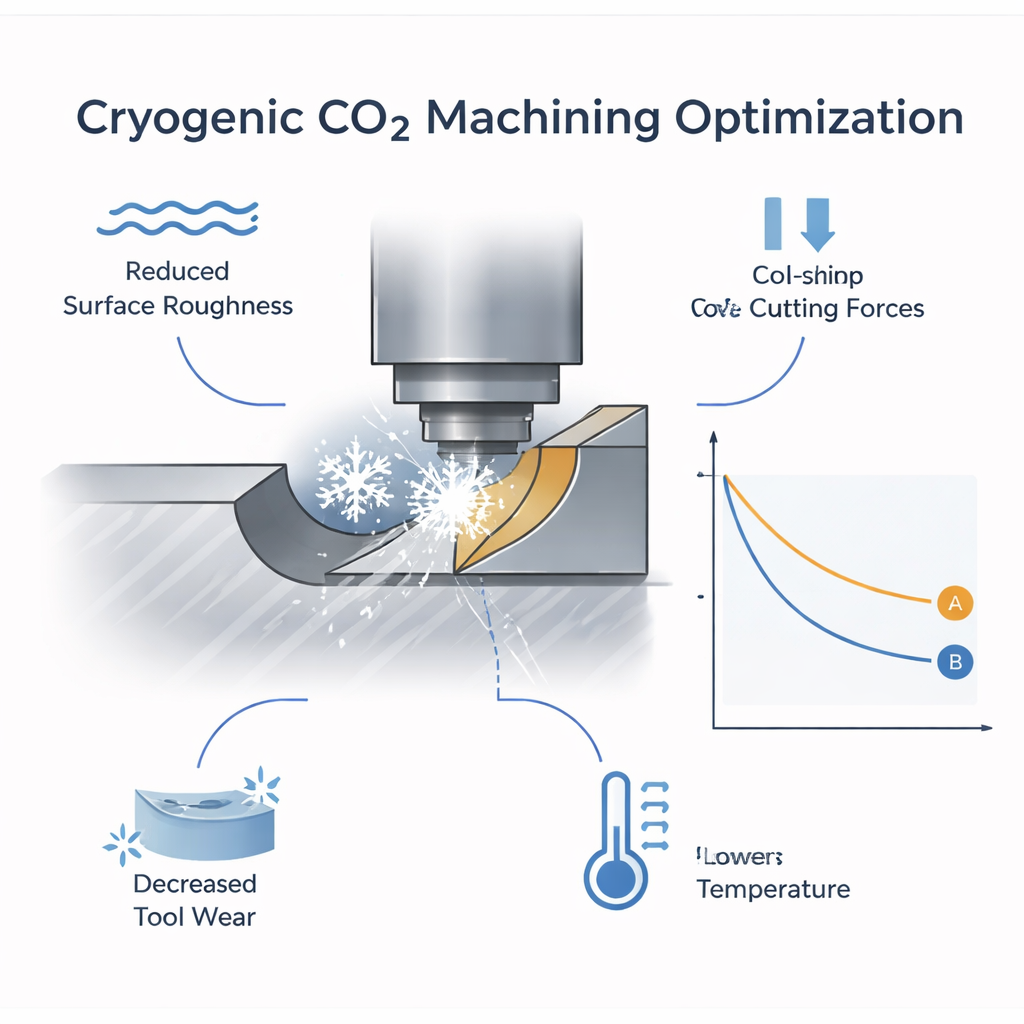
What this means for real-world manufacturing
For factories machining Hastelloy C276, these findings offer a double win: better part quality and longer tool life, achieved in a cleaner way. Cryogenic CO₂ cooling, guided by data-driven optimization, allows companies to cut back on traditional oil-based coolants, which are messy to handle and dispose of, while still protecting tools and surfaces. In plain terms, the work shows that pairing a very cold, dry “spray” of CO₂ with smart algorithms can turn a difficult, costly cutting task into a more predictable, efficient, and environmentally friendly process.
Citation: Abualhaj, M.M., Venkatesh, B., Parmar, K.D. et al. Data-driven optimization of machining parameters for Hastelloy C276 using PSO and TLBO frameworks. Sci Rep 16, 5280 (2026). https://doi.org/10.1038/s41598-026-36275-x
Keywords: Hastelloy machining, cryogenic CO2 cooling, minimum quantity lubrication, tool wear reduction, evolutionary optimization