Clear Sky Science · en
Engineering application and optimization of a synergistic air curtain–wet vortex dust control system at continuous miner faces
Why cleaner air in coal mines matters
Deep underground, powerful cutting machines keep the world’s coal supply moving—while filling the air with clouds of fine dust that miners must breathe. This dust is not just an irritation; it can scar lungs for life and, in the worst cases, help fuel deadly explosions. The study summarized here tackles a very practical question: how can engineers reshape airflow around these machines so that most of the dust is captured within a few meters of where it is created, instead of drifting down the tunnel toward workers?
A new way to tame mine dust
Traditional underground dust control relies on spraying water and using large ventilation fans to dilute and carry away dirty air. But at a particular Chinese coal mine, the authors faced a tougher situation. A continuous miner with a sideways cutting head had to chew through hard rock above the coal seam, generating exceptionally dense, fast-moving dust clouds. The layout of the tunnels and equipment meant that dust did not simply move forward and away; it swirled to the side and back toward the workforce, well beyond the reach of standard systems. To solve this, the team designed a compact dust-control setup that sits directly on the continuous miner and works together with a shaped “air curtain” along the tunnel wall.
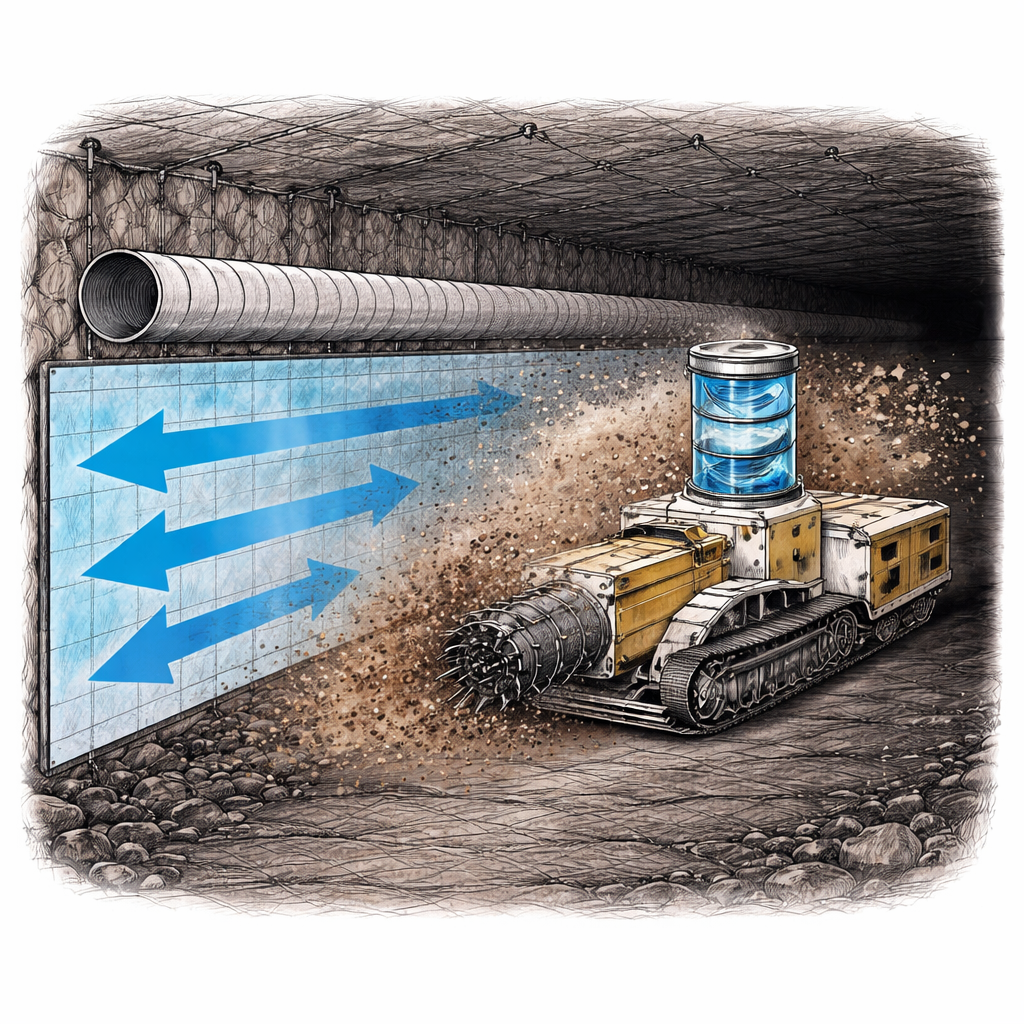
How the wet vortex collector scrubs the air
At the heart of the system is a wet vortex dust collector about two meters long, small enough to ride on the mining machine. A robust motor drives an impeller that sucks in dust-laden air near the cutting head. Inside, a thin sheet of water is broken into fine droplets and spun into a tight whirl. Dust particles crash into the droplets, clump together, and are flung to the housing wall by centrifugal force, then drained away as dirty water. The cleaned air passes through a demister—essentially a set of vanes that strip out remaining droplets—before being blown back into the tunnel. By combining suction, washing, and air–water separation in one unit, the collector can process roughly as much air as the auxiliary ventilation system delivers to the face, but with a strong focus on the immediate dust source.
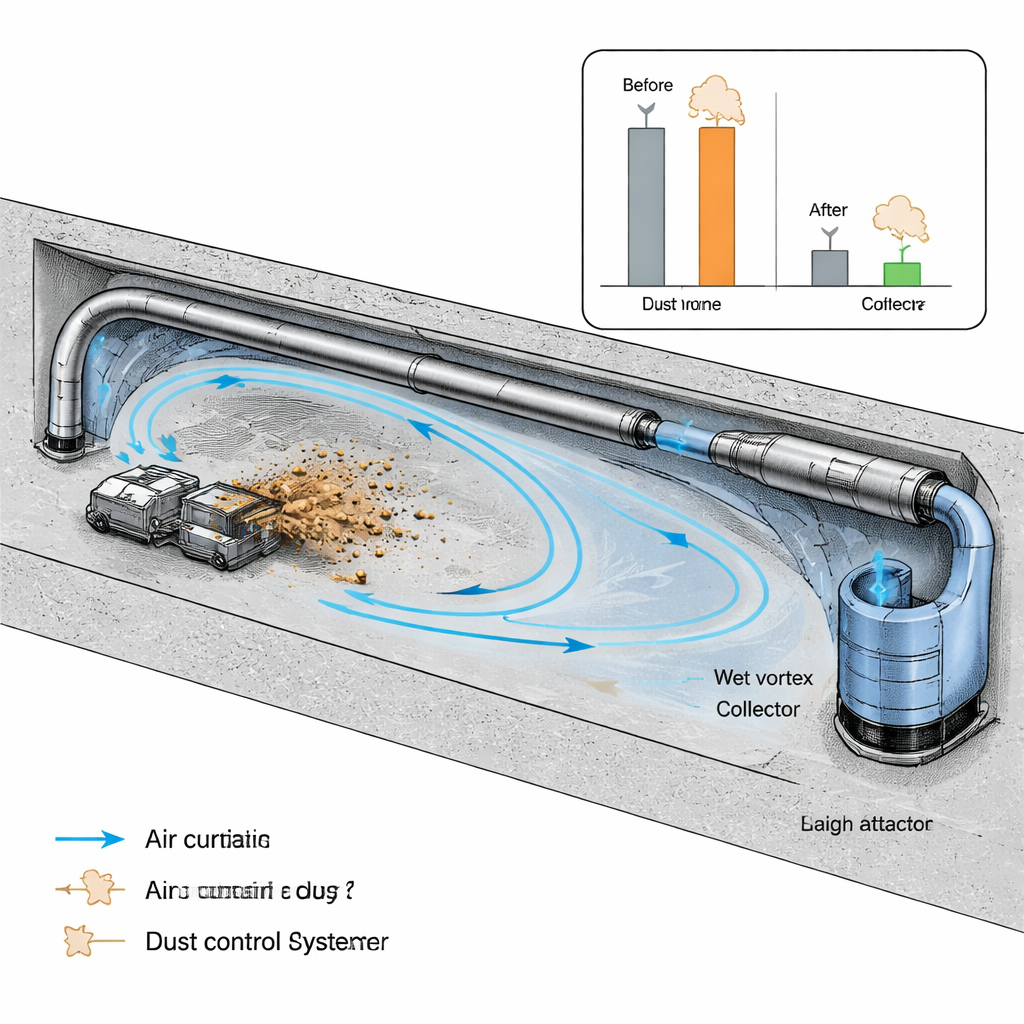
Shaping the wind: the wall-mounted air curtain
The second key element is a wall-attached air duct that discharges air in two directions: along the tunnel (axial flow) and sideways across it (lateral flow). By adjusting how much air goes each way, the engineers can build an invisible barrier that steers dust toward the collector instead of letting it escape down the roadway. Using computer fluid dynamics—advanced airflow simulations—the team tested different “recipes” for splitting the air between axial and lateral outlets and watched how dust clouds moved in virtual tunnels. In the tunnel where the dust source and air duct were on the same side, a strong sideways push worked best: sending 80% of the duct air laterally and 20% axially confined the serious dust cloud to within about 10 meters of the cutting head, well inside the collector’s reach.
Finding the right balance in a more complex tunnel
The neighboring tunnel posed a tougher puzzle because the dust source and the forcing duct sat on opposite sides. Here, too little sideways airflow failed to form a meaningful barrier, allowing dust to spread freely. But too much lateral flow, with very little air directed along the tunnel, had its own problems: turbulence increased, the curtain broke apart into eddies, and dust was stirred up instead of pinned down. The simulations showed that a balanced split—about 40% axial and 60% lateral—was the sweet spot. In this configuration, air moving along the tunnel still helped “push down” dust at the source, while the sideways jet reached across the roadway to form a stable curtain that blocked dust from drifting toward the operator’s station.
Real-world gains for miners’ lungs
After identifying these preferred air-splitting ratios on the computer, the team installed the full system—wet vortex collector plus tuned wall duct—in the actual mine. They placed monitors at several points near where miners work and compared dust levels with the system off and on. The improvement was striking: total dust levels fell by about 94%, and the finer, more harmful “respirable” dust dropped by roughly 90% or more in both tunnels. While the authors note that these exact numbers apply to this particular mine layout and rock type, the central message is clear in plain terms: by carefully guiding the wind and scrubbing the air right at the source, it is possible to turn blinding dust storms around mining machines into far cleaner, safer air for the people who work beside them.
Citation: Wang, J., Hu, S., Zhang, X. et al. Engineering application and optimization of a synergistic air curtain–wet vortex dust control system at continuous miner faces. Sci Rep 16, 6462 (2026). https://doi.org/10.1038/s41598-026-36006-2
Keywords: coal mine dust, ventilation, air curtain, wet dust collector, worker health