Clear Sky Science · en
Quality prediction using multiscale convolutional VAEs for thin plate parts
Why keeping thin metal parts in shape matters
From airplane ribs to car body frames, many modern machines rely on thin metal parts that must be cut to extremely tight dimensions. If these parts warp or end up even a hair’s breadth off-size, they can vibrate, wear out, or fail much sooner than expected. Yet making such parts accurately is surprisingly hard: the material bends under cutting forces, and the signals engineers can measure during machining are short, noisy, and complex. This study explores how an AI model can watch those forces in real time and reliably predict whether each tiny feature on a thin plate will meet dimensional tolerances, potentially reducing inspection time and scrap.
Thin plates that bend while you cut
Thin-walled components are attractive because they are light yet strong, which is ideal for aerospace and automotive applications. Their downside is that they behave a bit like tuning forks when machined: as the cutting tool removes material, the low-stiffness walls flex and spring back, leading to subtle dimensional errors. Traditional computer simulations can estimate these distortions but struggle with fast-changing cutting forces and part-to-part variations. Direct measurements with high-end gauges after machining are accurate but slow and cannot prevent errors from happening in the first place. As a result, manufacturers have turned to data-driven approaches that try to learn the complex link between cutting conditions, sensor signals, and final part quality.
Teaching a neural network to read cutting forces
The authors propose a specialized neural network, called Multi-SPP-VAE, that turns raw cutting-force signals into predictions of dimensional error for each small slot or hole on a thin aluminum plate. During experiments, they machined 25 plates of 6061 aluminum, each with one round hole and five rectangular slots, under dozens of combinations of spindle speed, feed rate, and cutting depth. While a precision dynamometer recorded three-axis cutting forces at high speed, a coordinate measuring machine later captured the true dimensions of every feature. The challenge for the model is to learn, from many short stretches of noisy force data, how much each feature will end up too long, too short, too wide, or too narrow.
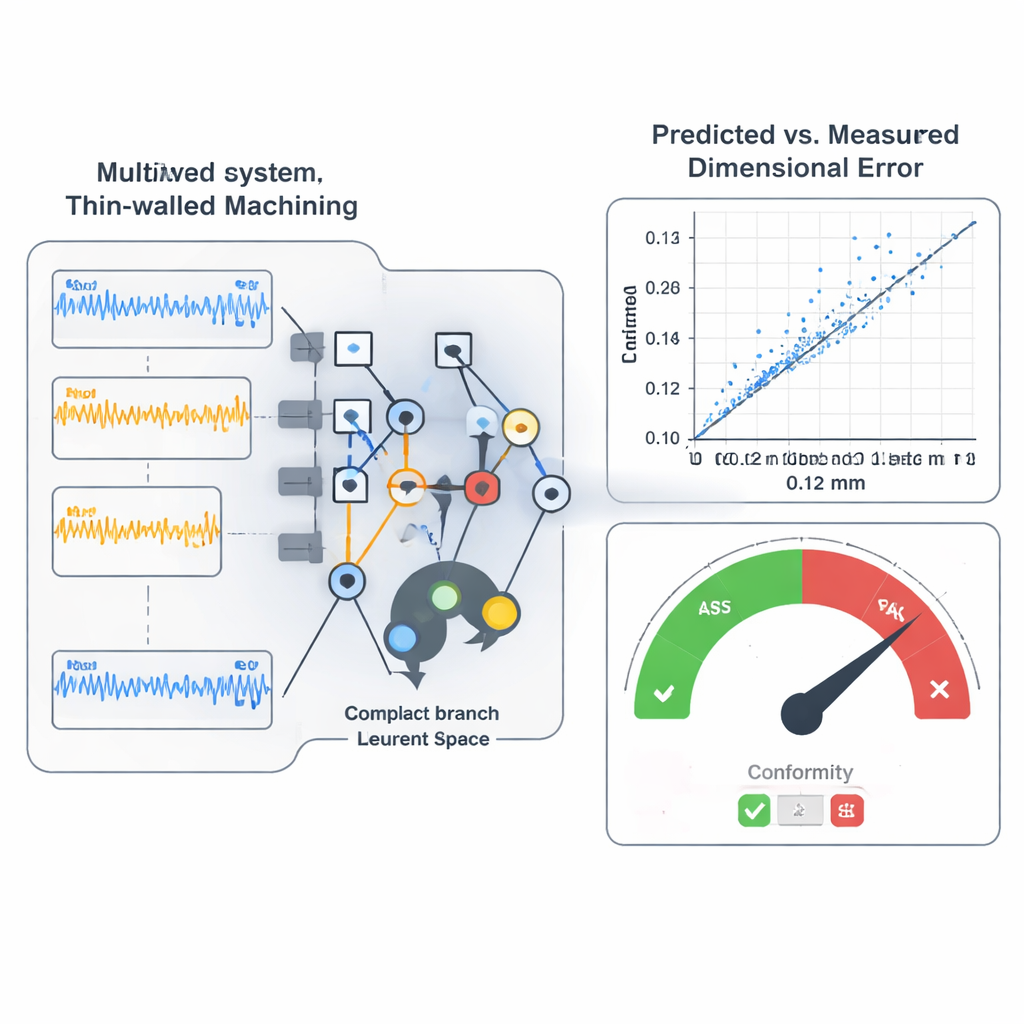
Looking at signals on many time scales
At the heart of the system is a multiscale feature extractor. Instead of examining the force signal with a single “lens,” the network processes each time window through several parallel branches: one focuses on fine, high-frequency details (like sudden tool entry shocks), while others capture slower trends as the tool sweeps along a wall. These branches are combined into a compact internal code that keeps the most informative patterns and suppresses low-level noise. Crucially, this code is not used just to reconstruct the input; it is trained directly to predict the measured dimensional error, which helps the model focus on patterns that truly matter for accuracy.
Blending process settings with sensor data
Machining quality depends not only on the forces but also on how the machine is set up. To reflect this, the model fuses the learned force-based code with the key process parameters: spindle speed, feed rate, and depth of cut. These values are fed into the network’s inner representation rather than treated as an afterthought. This lets a single model handle a variety of cutting conditions without being “overtrained” on one favorite recipe. An additional optimization step uses a search method inspired by the hunting behavior of grey wolves to automatically tune learning-rate and regularization settings. That automation makes the model more repeatable and easier to deploy, sparing engineers from trial-and-error parameter tweaking.
How accurate and reliable are the predictions?
To test robustness, the authors created several datasets by slicing the force traces into overlapping windows in different ways, then compared their model with well-known alternatives such as conventional convolutional and recurrent neural networks. Across all datasets, the Multi-SPP-VAE achieved lower prediction errors and more stable results from run to run. In practical terms, it reproduced the pass/fail decisions of coordinate measuring machines for about 93% of features under a ±0.02 mm tolerance band. Most mismatches occurred right at the tolerance edge, where even tiny deviations of a few micrometers can flip the decision. Importantly, the chosen network size can run in real time on a standard workstation with a midrange graphics card, making it feasible for in-process monitoring rather than only offline analysis.
What this means for future smart factories
For non-specialists, the key takeaway is that this work shows how carefully designed AI can act as a real-time quality inspector for delicate machined parts. By combining rich views of cutting-force signals at multiple time scales with knowledge of the current machine settings, the proposed model predicts whether each feature on a thin plate is likely to be in or out of tolerance, with performance verified against rigorous lab measurements. While the study focuses on aluminum plates with specific slots and holes, the approach points toward smarter machining systems that adjust cutting conditions on the fly, reduce the burden on downstream inspection, and catch borderline parts before they cause problems in service.
Citation: Su, X., Liu, Y. & Li, J. Quality prediction using multiscale convolutional VAEs for thin plate parts. Sci Rep 16, 5499 (2026). https://doi.org/10.1038/s41598-026-35186-1
Keywords: thin-walled machining, dimensional accuracy, cutting force signals, deep learning prediction, intelligent manufacturing