Clear Sky Science · de
Dünnschicht‑DLP‑3D‑Druck mehrerer Materialien mit geschlossenen Hohlräumen
Leichtere 3D‑Drucke mit versteckten Hohlräumen herstellen
Viele der interessantesten 3D‑gedruckten Objekte – etwa künstliche Knochen, weiche Roboter und winzige Flüssigkeitskanäle – benötigen innenliegende, verborgene Hohlräume. Bei den heute verbreiteten Harz‑Druckern ist das problematisch, weil sich flüssiges Harz in diesen versiegelten Kammern sammelt und nur schwer zu entfernen ist. Diese Arbeit stellt eine neue Methode vor, das mit lichtempfindlicher Flüssigkeit zu drucken: "Dünnschicht‑DLP". Sie hält die Innenräume wirklich hohl und erleichtert zugleich das Kombinieren mehrerer Materialien in einem Bauteil.
Warum eingeschlossenes Harz ein großes Problem ist
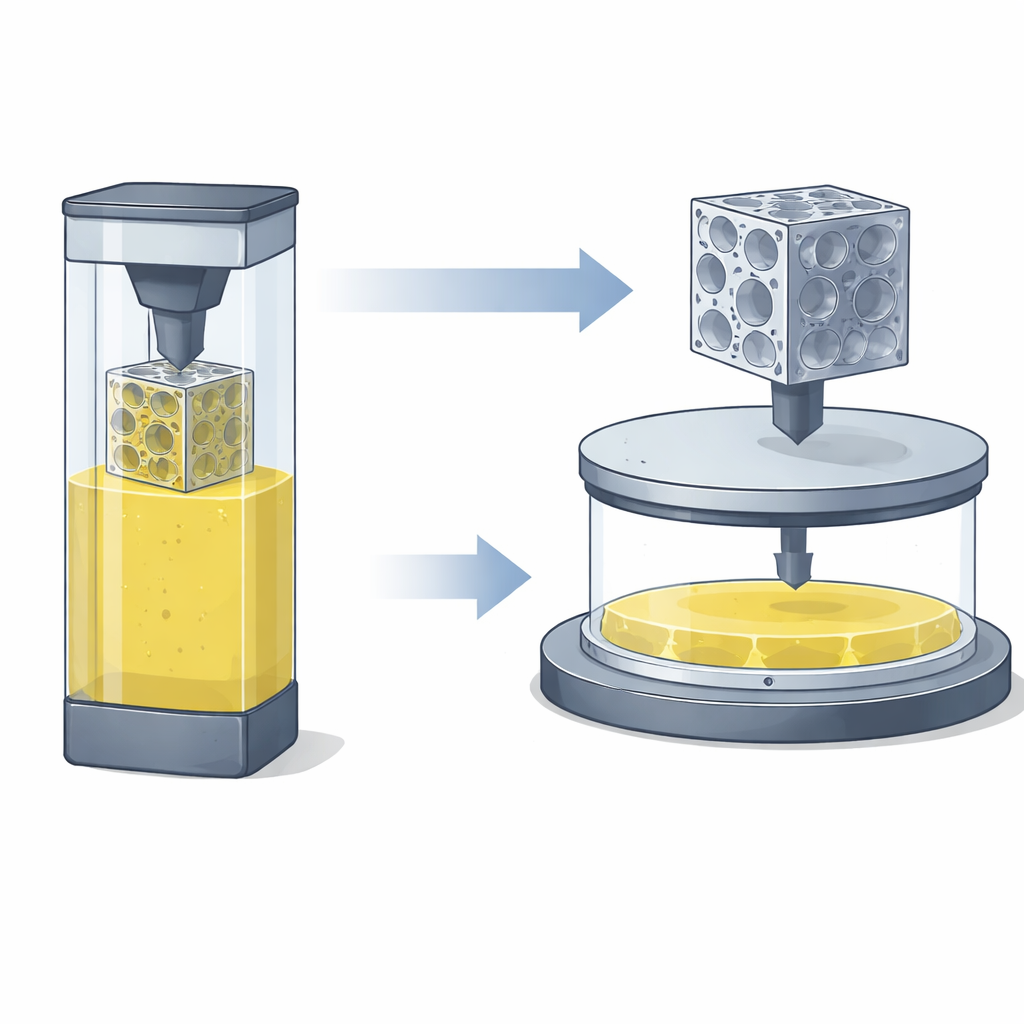
Die meisten Desktop‑ und Industrie‑Harzprinter arbeiten, indem eine Bauplattform in ein Becken mit flüssigem Harz abgesenkt wird und dann Schichten durch belichtete Muster gehärtet werden. Dieser klassische Aufbau ist hervorragend für glatte Oberflächen und feine Details, hat aber einen versteckten Nachteil: Sobald das Design geschlossene Innenhohlräume enthält, füllen sich diese Taschen mit Harz, das keinen Ausweg hat. Das zusätzliche eingeschlossene Harz macht das Bauteil schwerer als vorgesehen, kann sein mechanisches Verhalten verzerren und im Laufe der Zeit auslaufen oder kriechen. Ingenieure umgehen das oft mit Entwässerungsöffnungen oder teilweisen Öffnungen, müssen dadurch aber häufig das ursprüngliche Design beeinträchtigen.
Eine neue Art, Flüssigkeit aufzutragen
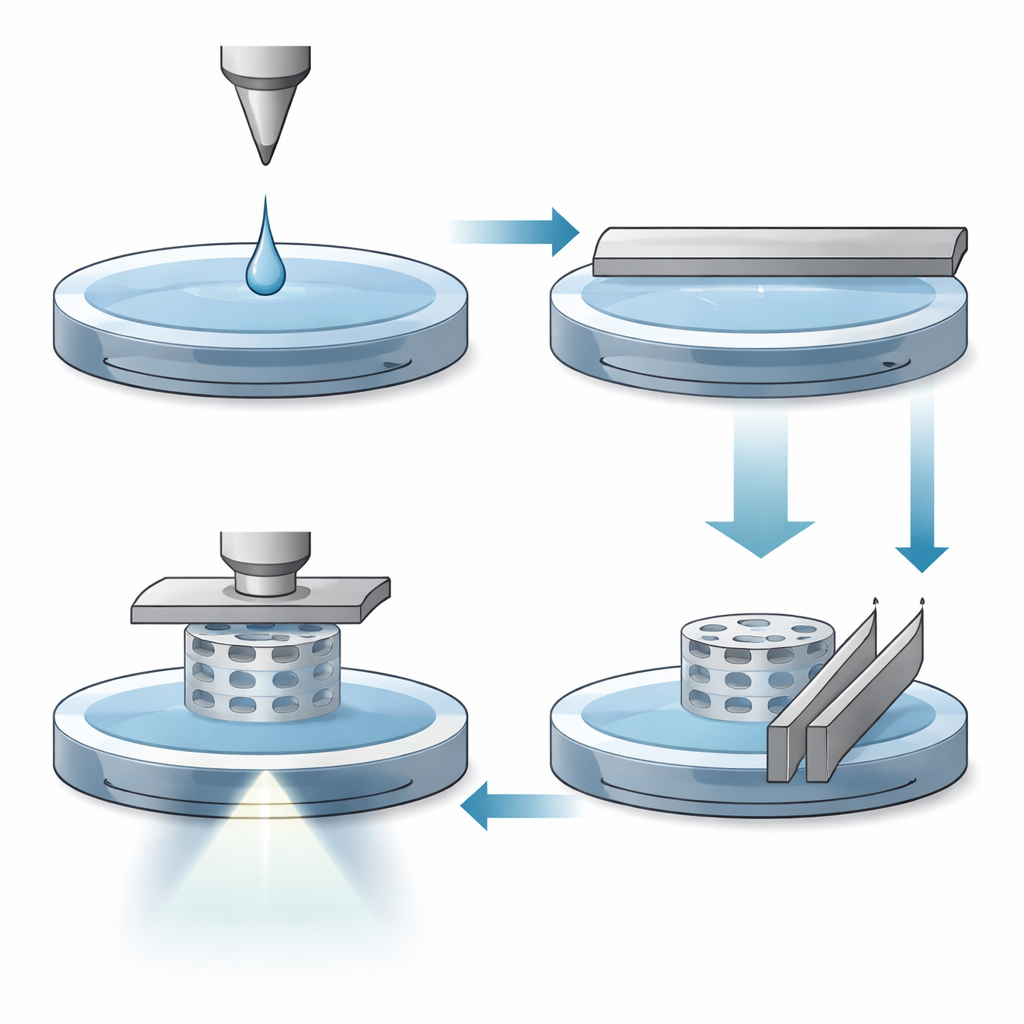
Die Dünnschicht‑DLP‑Methode vermeidet das Harzbecken vollständig. Statt das wachsende Bauteil in ein tiefes Harzbad zu tauchen, verteilt das System eine sehr dünne, präzise kontrollierte Flüssigkeitsschicht auf einer klaren Kunststofffolie. Eine rotierende Plattform drückt das Bauteil dann in diese dünne Beschichtung, während ein digitaler Projektor von unten UV‑Licht auf die jeweils benötigten Bereiche für diese Schicht wirft. Weil jede Schicht nur mit einer sehr kleinen Harzmenge auf der Folie beginnt, bleibt in geschlossenen Hohlräumen nach dem Ablösen der festen Schicht nur sehr wenig Flüssigkeit zurück. Ein Satz weicher Abstreifer und, falls nötig, ein kurzer Badgang in einem milden Lösungsmittel entfernen eventuelle Resttröpfchen, bevor die nächste Schicht gebildet wird.
Saubere Hohlräume und einstellbare Steifigkeit
Mit diesem Verfahren konnten die Forschenden Kugeln und andere Hohlformen drucken, deren Endgewicht praktisch genau dem entspricht, das man erwarten würde, wenn ihr Inneres wirklich leer wäre – weniger als ein Prozent zusätzliche Masse durch Restharz, verglichen mit mehr als der doppelten Idealmasse beim herkömmlichen Becken‑Druck. Röntgenaufnahmen von Prüfblöcken mit inneren Blasen zeigten, dass Hohlräume mit einem Durchmesser von nur drei Viertel Millimeter zuverlässig entstehen konnten, wenn zwischen den Schichten ein schneller Lösungsmittelspülgang eingefügt wurde. Durch die Anordnung dieser winzigen, versiegelten Bläschen in einem regelmäßigen Muster innerhalb kleiner Würfel konnte das Team die Steifigkeit oder Sprungkraft jedes Würfels gezielt einstellen, allein durch Änderung der Blasengröße. Bei manchen Materialien erzielten sie bis zu eine 25‑fache Veränderung der Steifigkeit, ohne die Außenform zu verändern.
Materialkombinationen in einem einzigen Druck
Weil das System jeweils nur dünne Flüssigkeitslagen handhabt, reduziert es außerdem das unsaubere Vermischen, das gewöhnlich beim Wechsel zwischen verschiedenen Harzen auftritt. Die Autorinnen und Autoren verwendeten eine Mehrharzversorgung, um Teile zu drucken, die hartes Plastik, gummiartige weiche Materialien und ein spezielles wasserlösliches Stützharz kombinieren. Sie fertigten eine gitterartige "Hilbert‑Kurve", die vollständig von auflösbarem Material gestützt wurde und sich in klarem Wasser auflöste, wodurch eine saubere, freistehende Struktur zurückblieb. Sie zeigten auch ein Gebissmodell mit starren Zähnen, weichem Zahnfleisch und opfernden Stützen, gedruckt als ein einteiliges Bauteil statt aus mehreren Teilen zusammengesetzt. In einem weiteren Beispiel wurde leitfähiges Harz als eingebaute Leiterbahnen in einem isolierenden Körper gedruckt, um einen Näherungssensor zu bilden, der ein Metallobjekt aus bis zu vier Zentimetern Entfernung erkennen konnte.
Wohin das führen kann
Der Dünnschicht‑DLP‑Ansatz zeigt, dass Harz‑3D‑Druck nicht durch eingeschlossenes Harz oder umständliche Stützentfernung begrenzt sein muss. Durch die gezielte Begrenzung der Harzmenge pro Schicht und das Wegwischen des Überschusses macht diese Methode das Bauen leichter Objekte mit versiegelten Hohlräumen möglich, erlaubt das Einstellen der inneren Steifigkeit und das Verweben funktionaler Materialien wie Leiter und weicher Stützen in einem einzigen Druck. Für Nicht‑Fachleute ist die Erkenntnis einfach: Zukünftige 3D‑gedruckte Geräte – von medizinischen Implantaten bis hin zu weichen Robotern und eingebetteter Elektronik – können innen leichter, intelligenter und filigraner werden, ohne die glatten, präzisen Oberflächen aufzugeben, für die Harz‑Druck bekannt ist.
Zitation: Sun, B., Diaco, N.S., Chen, X. et al. Thin-film DLP 3D printing of multi-material parts with closed-cell internal voids. npj Adv. Manuf. 3, 15 (2026). https://doi.org/10.1038/s44334-026-00076-x
Schlüsselwörter: 3D‑Druck, Digital Light Processing, Dünnschichtbeschichtung, Mehrmaterial‑Fertigung, Leichtbau‑Strukturen