Clear Sky Science · de
Hochleistungs-Diodenlaserstrahlschweißen der Aluminiumlegierung AA8011 für verbesserte mechanische Leistung in Leichtbaukonstruktionen
Stärkere Verbindungen für leichtere Produkte
Von Karosserieteilen bis zu Lebensmittelverpackungen sorgen dünne Aluminiumbänder und -bleche dafür, dass Produkte leichter, kraftstoffeffizienter und leichter recycelbar sind. Das zuverlässige Verbinden dieser Bleche ist jedoch überraschend schwierig: herkömmliches Schweißen kann das Metall verziehen, schwächen oder fehlerhaft durch winzige Einschlüsse machen. Diese Studie untersucht einen neueren Ansatz – das Hochleistungs-Diodenlaserstrahlschweißen – um zu prüfen, ob es sauberere, festere Verbindungen in der weit verbreiteten Aluminiumlegierung AA8011 erzeugen kann und wie man den Prozess für die beste Leistung abstimmt.
Warum das Schweißen von Aluminium so knifflig ist
AA8011 ist beliebt, weil es leicht, korrosionsbeständig und gut zu dünnen Blechen und Folien formbar ist. Gleichzeitig sind gerade diese Bleche schwer zu schweißen. Aluminium leitet Wärme sehr schnell, bildet eine hartnäckige Oxidschicht an der Oberfläche und neigt bei intensiver Erwärmung zu Poren, Verzug und Rissen. Übliche Verfahren wie WIG- und MIG-Schweißen überhitzen das Metall oft, während fortgeschrittene Festkörperverfahren komplexe Werkzeuge erfordern und sich nicht immer gut für automatisierte Fertigungslinien eignen. Hersteller brauchen daher ein Fügeverfahren, das schnell an dünnen Blechen arbeitet und nur minimale Wärmeschädigung und Defekte verursacht.
Ein fokussierter Laser als präzise Wärmequelle
Die Forscher testeten das Hochleistungs-Diodenlaserstrahlschweißen (HPDLBW) an 2 Millimeter dicken AA8011-Blechen. Dabei bewegt sich ein konzentrierter Laserstrahl entlang der Fuge und schmilzt eine schmale Spur Metall, die beim Erstarren die Schweißnaht bildet. Durch Anpassung nur weniger Schlüsselfaktoren – Laserleistung, Schweißgeschwindigkeit und Strahldurchmesser – konnten sie stark beeinflussen, wie tief die Naht eindrang und wie gut die Verbindung wurde. Um dies effizient zu untersuchen, verwendeten sie ein Taguchi L9-Design, eine strukturierte Methode, viele Kombinationen mit nur neun sorgfältig ausgewählten Versuchen abzudecken. Für jede Schweißnaht wurden Härte, Zugfestigkeit und Kerbschlagzähigkeit gemessen sowie die mikroskopische Kornstruktur und Defekte wie Poren oder spröde Partikel untersucht. 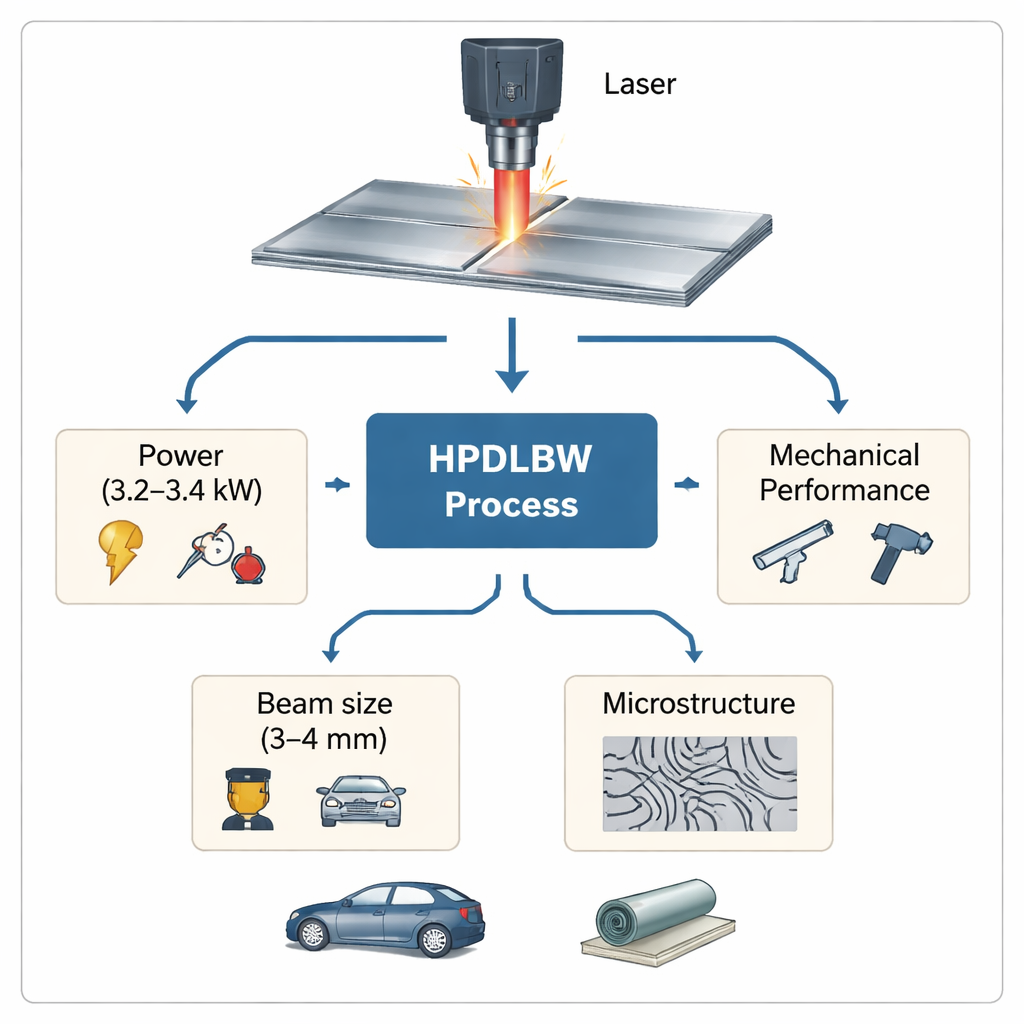
Das optimale Einstellungsfenster finden
Mithilfe mathematischer Modelle verknüpfte das Team die Schweißparameter mit dem mechanischen Verhalten der Verbindung. Sie zeigten, dass Laserleistung und Vorschubgeschwindigkeit weitgehend kontrollieren, wie viel Wärme ins Metall gelangt: langsamere Geschwindigkeiten oder höhere Leistung bedeuten mehr Energieeintrag, tiefere Durchschmelzung und ein größeres Schmelzbad, während höhere Geschwindigkeiten das Risiko flacher, unvollständiger Nähte erhöhen. Die Strahlgröße beeinflusst, wie diese Wärme verteilt wird. Durch Anpassung eines Response-Surface-Modells – einer gekrümmten "Landkarte" des Prozesses – suchten sie nach einer Kombination, die Festigkeit und Zähigkeit maximiert, ohne das Blech zu überhitzen. Das beste Rezept war eine Leistung von 3,3 kW, eine Geschwindigkeit von 17 mm/s und ein Strahldurchmesser von 3,5 mm. Unter diesen Bedingungen erreichten die Nähte etwa 69 N/mm² Zugfestigkeit, rund 110 J Kerbschlagenergie und eine Härte nahe 33 HV und übertrafen damit andere getestete Einstellungen.
Was im Metall passiert
Mikroskopische Untersuchungen zeigten, warum die optimierten Nähte besser abschnitten. Bei den besten Parametern enthielt die Schmelzzone feine, gleichachsige Aluminiumkörner von nur wenigen Mikrometern Durchmesser, und die umliegende wärmebeeinflusste Zone zeigte nur begrenzte Kornvergröberung. Die Verteilung von Legierungselementen wie Silizium, Eisen, Kupfer und Magnesium war relativ gleichmäßig, und nur geringe Mengen spröder Intermetallische Verbindungen und Poren waren vorhanden. Im Gegensatz dazu führten zu starke Wärmeeinträge zu gröberen, ungleichmäßigeren Strukturen und einem höheren Risiko lokaler Sprödigkeit. Die Forscher stellten außerdem einen direkten Zusammenhang zwischen Korngröße und Festigkeit fest: kleinere Körner erhöhten die Streckgrenze im Einklang mit dem bekannten korngrenzverstärkenden Verhalten. Kerbschlagprüfungen und Bruchflächenaufnahmen zeigten zudem, dass die optimierten Nähte vor dem Versagen mehr Energie aufnahmen und auf eine duktilere, schadensverträglichere Weise versagten. 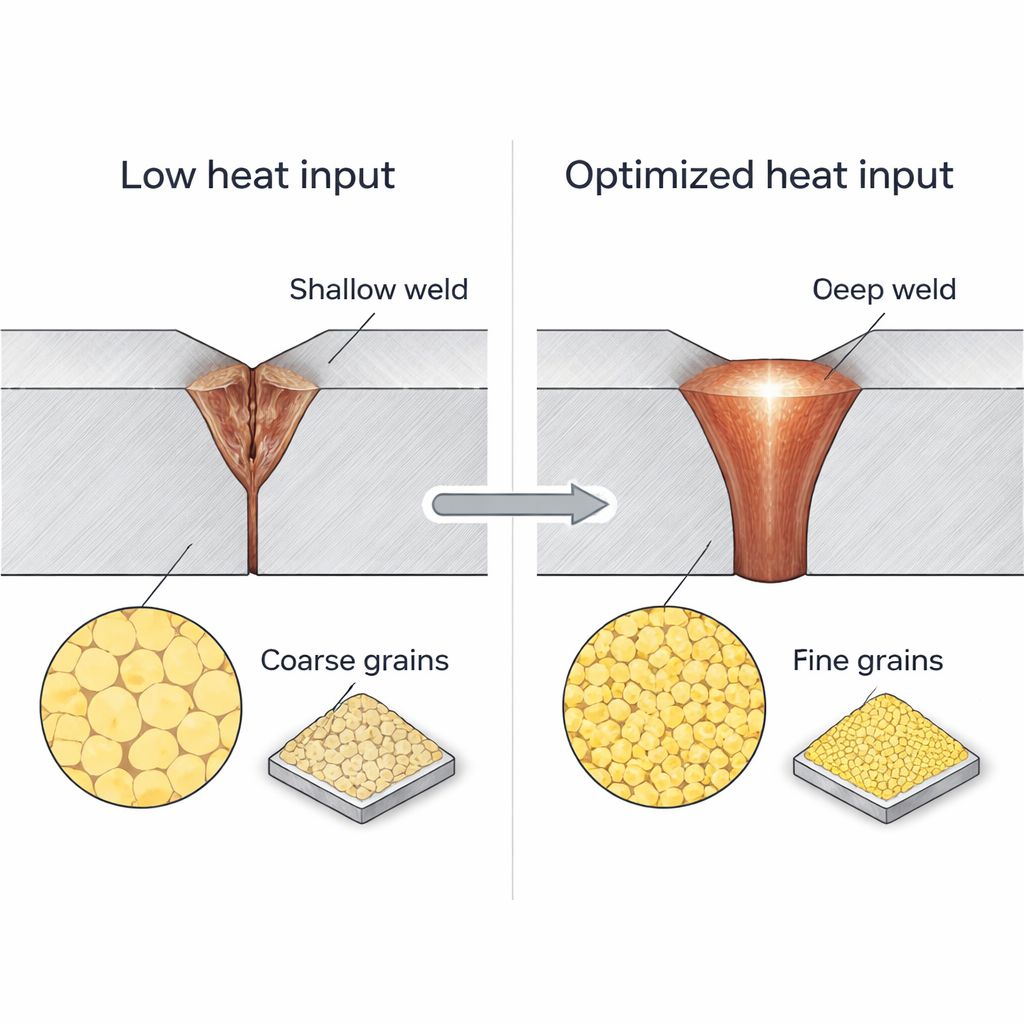
Auswirkungen für die Alltagstechnik
Für ein nicht spezialisiertes Publikum lautet die Hauptaussage, dass die sorgfältige Kontrolle von Laserleistung, Fahrgeschwindigkeit und Strahldurchmesser dünne Aluminiumbleche mit weniger Schäden und vorhersehbarer Festigkeit verbinden kann als viele traditionelle Methoden. Diese Studie liefert ein datenbasiertes Rezept und ein prädiktives Modell, das Ingenieure nutzen können, um Diodenlaser-Schweißen von AA8011 in realen Fertigungsstraßen einzurichten – etwa in Gehäusen für Batterien elektrischer Fahrzeuge, HLK-Komponenten oder Verpackungen. Indem der Wärmeeintrag gerade so hoch gehalten wird, dass das Metall vollständig verschmilzt, aber niedrig genug bleibt, um Verzug und spröde Phasen zu vermeiden, erweist sich das Hochleistungs-Diodenlaserstrahlschweißen als skalierbare, automatisierungsfähige Technologie zum Bau leichterer, effizienterer Produkte.
Zitation: Patil, R., Löfstrand, M. High power diode laser beam welding of AA8011 aluminum alloy for enhanced mechanical performance in lightweight structures. Sci Rep 16, 7738 (2026). https://doi.org/10.1038/s41598-026-41272-1
Schlüsselwörter: Laserschweißen, Aluminiumlegierung, Leichtbaukonstruktionen, Mikrostruktur, mechanische Eigenschaften