Clear Sky Science · de
Auswirkungen kryogener Kühlung auf Schnitttemperatur und Oberflächenrauheit beim Drehen der Aluminiumlegierung AA7075
Warum Kühlung beim Metallbearbeiten wichtig ist
Egal ob ein Auto, ein Flugzeug oder sogar ein Fahrrad gebaut wird: Viele Metallteile werden auf Dreh- und Fräsmaschinen durch Abtragen von Material geformt. Beim Schneiden entsteht viel Wärme und es können mikroskopisch kleine Grate und Fehler auf der Oberfläche zurückbleiben, die die Lebensdauer des Bauteils verkürzen können. Die in diesem Artikel beschriebene Studie untersucht, wie der Einsatz extremen Kältes, bereitgestellt durch Flüssigstickstoff, den Zerspanungsprozess einer hochfesten Aluminiumlegierung, die in Luft- und Raumfahrt sowie im Automobilbau weit verbreitet ist, kühlt und wie diese Kühlung sowohl die Temperatur als auch die Glätte der fertigen Oberfläche verändert.
Eine starke, aber empfindliche Aluminiumlegierung
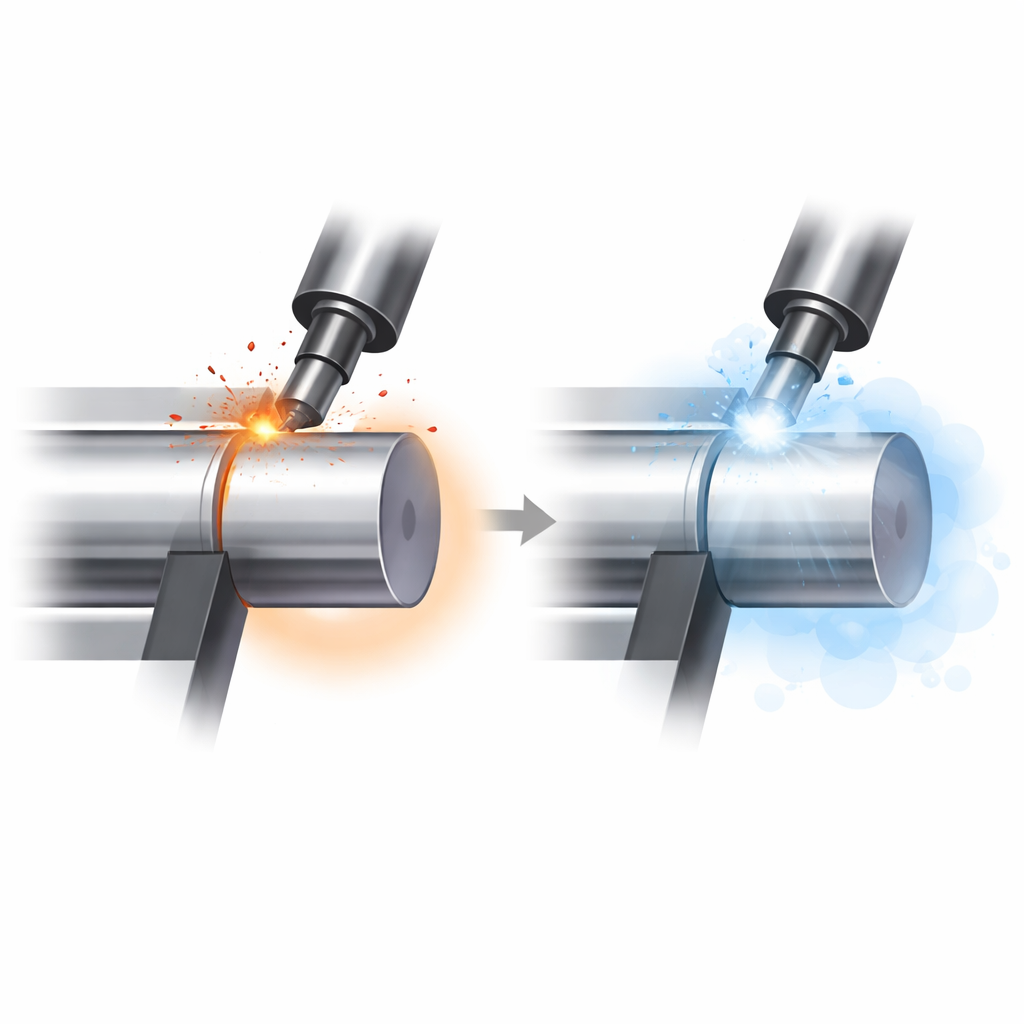
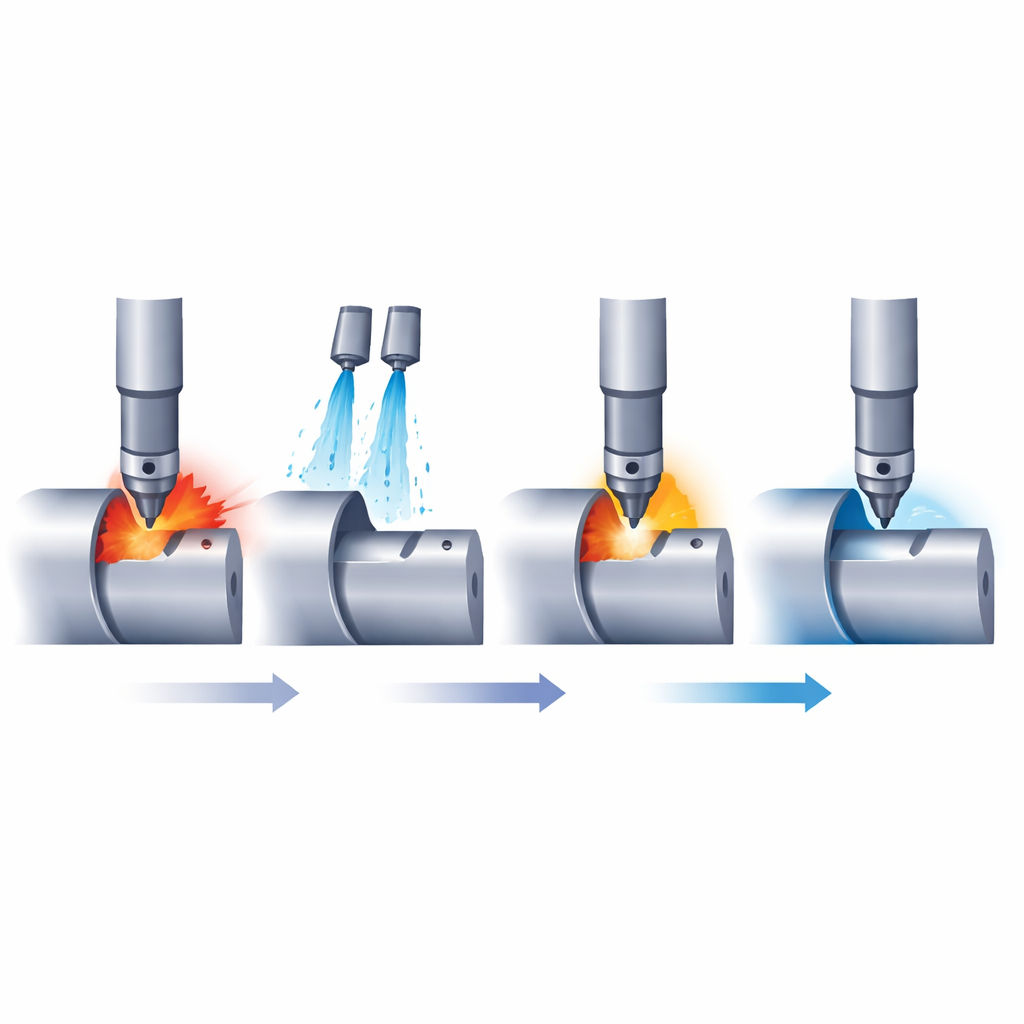
Die Forschenden konzentrierten sich auf die Aluminiumlegierung AA7075, ein Material, das in der Luft- und Raumfahrt sowie im Automobilbau wegen seiner hohen Festigkeit bei geringem Gewicht geschätzt wird. Gerade diese Eigenschaften machen es wichtig, dass die Oberfläche jedes Bauteils in einwandfreiem Zustand ist, da Rauheit und verborgene Schäden im Laufe der Zeit zu Rissen und Ermüdung führen können. Beim Drehen werden drei Hauptgrößen genutzt, um den Prozess zu steuern: wie schnell das Werkstück rotiert (Schnittgeschwindigkeit), wie schnell das Werkzeug entlang des Werkstücks geführt wird (Vorschub) und wie tief das Werkzeug in das Material eingreift (Schnitttiefe). Zusammengenommen bestimmen diese Einstellungen, wie viel Wärme entsteht und wie glatt die Oberfläche wird. Das Team wollte verstehen, wie diese Parameter unter normalen „trockenen“ Bedingungen und unter „kryogener“ Kühlung zusammenwirken, wobei Flüssigstickstoff direkt an der Werkzeug–Werkstück-Schnittstelle eingesprüht wird.
Wie die Experimente durchgeführt wurden
Für die Untersuchung drehten die Autorinnen und Autoren kleine Zylinder aus AA7075 auf einer konventionellen Drehmaschine mit einer Hartmetall-Schneide (wolframkarbid). Sie bereiteten sieben verschiedene Kombinationen aus Schnittgeschwindigkeit, Vorschub und Schnitttiefe vor und wiederholten diese Kombinationen jeweils zweimal: einmal trocken in Luft und einmal mit Flüssigstickstoffkühlung. Eine Wärmebildkamera beobachtete die Schnittzone aus festem Abstand, um die maximale Temperatur während jedes Durchgangs zu erfassen. Nach jedem Schnitt misst ein tragbares Rauheitsmessgerät die Oberfläche an drei Punkten und gab einen mittleren Rauheitswert an. Dieses Messensemble ermöglichte dem Team, kontrolliert zu vergleichen, wie jede Prozessgröße und jede Kühlmethode sowohl die Wärme in der Schnittzone als auch die Textur der fertigen Oberfläche beeinflussten.
Was mit Wärme und Oberflächenglätte passiert
Die Ergebnisse zeigten einen klaren Unterschied zwischen trockenem und kryogenem Drehen. Unter trockenen Bedingungen führten höhere Schnittgeschwindigkeiten und besonders größere Schnitttiefen zu deutlich steigenden Temperaturen, in einigen Fällen über 130 °C. Vorschub und Schnitttiefe erhöhten zudem tendenziell die Oberflächenrauheit, sodass die fertigen Teile ausgeprägtere mikroskopische Spitzen und Täler aufwiesen. Im Vergleich dazu sank bei Einsatz von Flüssigstickstoff an der Werkzeug–Werkstück-Schnittstelle die Temperatur in der Schnittzone dramatisch, oft um mehr als 50 °C, und blieb weitgehend konstant, selbst wenn Geschwindigkeit, Vorschub oder Schnitttiefe verändert wurden. Diese Kühlung verbesserte in vielen Fällen auch die Oberflächenqualität, insbesondere bei moderaten Geschwindigkeiten und niedrigen Vorschüben, wo die Rauheitswerte deutlich geringer waren als beim trockenen Drehen.
Subtile Abwägungen bei extremer Kälte
Die Studie deckte auch komplexeres Verhalten bei bestimmten Einstellungen auf. Bei niedrigen Schnittgeschwindigkeiten unter kryogener Kühlung wurde die Oberfläche mitunter rauer als beim trockenen Drehen. Die Autoren schlagen vor, dass sehr intensive lokale Gefrierprozesse das Bruchverhalten der Späne stören können, wodurch diese unregelmäßiger werden und eher die Oberfläche markieren. Ebenso erhöhten bei hohen Vorschüben und größeren Schnitttiefen die Kombination aus starkem Materialabtrag und intensiver Kühlung die Rauheit im kryogenen Betrieb, vermutlich weil dickere Späne, stärkere Kräfte und kälteres, spröderes Material zu instabilem Spanabfluss führen. Diese Befunde zeigen, dass Kühlung zwar leistungsfähig ist, aber nicht automatisch bei jeder Einstellung eine glattere Oberfläche garantiert; die Prozessparameter müssen weiterhin sorgfältig gewählt werden.
Was das für reale Bauteile bedeutet
Für Hersteller deutet die Studie darauf hin, dass der Einsatz von Flüssigstickstoff beim Drehen von AA7075-Aluminium die Schnitttemperaturen deutlich senken, verborgene Oberflächenschäden begrenzen und die Glätte verbessern kann — Faktoren, die zusammen die Dauerfestigkeit und Zuverlässigkeit kritischer Bauteile erhöhen. Flüssigstickstoff hat außerdem praktische Vorteile: Er verdampft zu unschädlichem Stickstoffgas, hinterlässt keine Rückstände und vermeidet die Entsorgungsprobleme, die mit herkömmlichen Kühlschmierstoffen verbunden sind. Die Arbeit macht jedoch auch deutlich, dass kryogenes Zerspanen keine Universallösung ist; die besten Verbesserungen bei Temperaturkontrolle und Oberflächenqualität ergeben sich aus der Kombination der Kühlung mit sorgfältig gewählten Geschwindigkeiten, Vorschüben und Schnitttiefen. Einfach ausgedrückt zeigt das Papier, dass der kluge Einsatz extremer Kälte starke, leichte Aluminiumteile länger haltbar und sicherer in der Anwendung machen kann.
Zitation: Ranjbar, S., Foorginejad, A., Emam, S.M. et al. Effects of cryogenic cooling on cutting temperature and surface roughness in turning of AA7075 aluminum alloy. Sci Rep 16, 7914 (2026). https://doi.org/10.1038/s41598-026-39003-7
Schlüsselwörter: kryogenes Zerspanen, Flüssigstickstoffkühlung, Oberflächenrauheit, Aluminiumlegierung AA7075, Drehprozess