Clear Sky Science · de
Schnittparameter‑Werkstoff‑Wechselwirkung von PcBN‑Werkzeugen auf das Verschleißverhalten beim Drehen von Duktilguss
Scharfere Werkzeuge für sauberere Autos
Moderne Verbrennungsmotoren und Elektromotoren verlangen robuste Metallbauteile, die mit hoher Präzision und geringen Kosten bearbeitet werden müssen. Diese Studie untersucht, wie sich fortschrittliche Schneidwerkzeuge aus einem superharten Werkstoff namens PcBN beim Formen von Duktilguss verhalten, einem häufigen Werkstoff für Kurbelwellen und Motorgehäuse. Wenn man versteht, wie diese Werkzeuge verschleißen und wie man ihre Einsatzparameter sinnvoll wählt, können Fabriken sauberere, effizientere Fahrzeuge fertigen, dabei weniger Energie verbrauchen und seltener Werkzeuge austauschen.
Warum Werkzeugverschleiß in der Fertigung wichtig ist
In Automobilwerken beginnen Teile wie Kurbelwellen, Motorblöcke und Motorgehäuse als Rohlinge aus Duktilguss, die auf genaue Formen bearbeitet werden müssen. PcBN‑Werkzeuge sind attraktiv, weil sie auch bei hohen Temperaturen hart bleiben und manchmal langsamere, schleifbasierte Finish‑Schritte ersetzen können. Beim Bearbeiten von Duktilguss verschleißen diese Werkzeuge jedoch in der Regel deutlich schneller als bei anderen Gussarten, was Kosten und Stillstandszeiten erhöht. Die Autoren wollten systematisch verstehen, wie unterschiedliche PcBN‑Werkstoffzusammenstellungen und Schnittparameter sich gegenseitig beeinflussen und wie man einen Kompromiss findet, der hohe Spanabnahme mit langer Werkzeugstandzeit verbindet.
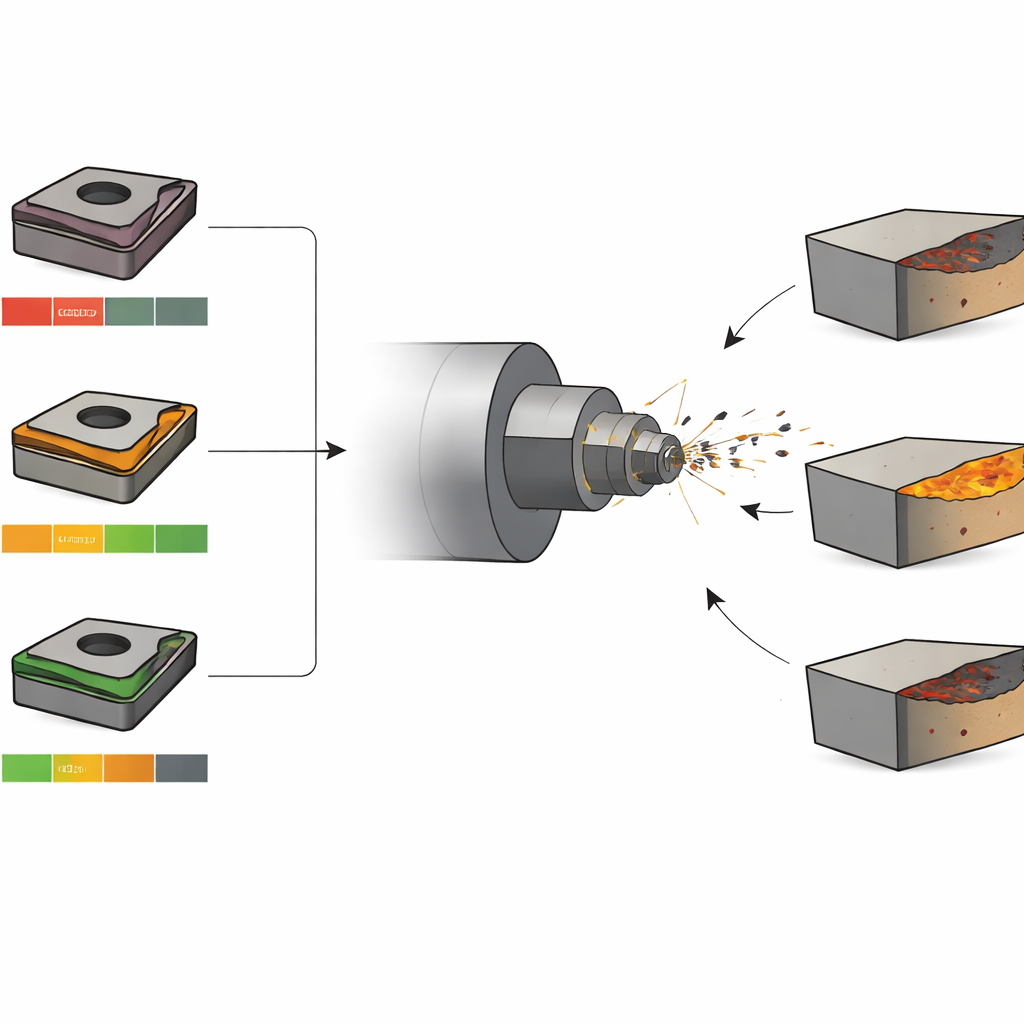
Vergleich von drei superharten Schneidwerkzeugen
Das Team prüfte drei Arten von PcBN‑Wendeplatten, alle ähnlich in der Form, aber intern verschieden. Ein Werkzeug verwendete eine Metallbindung, eines eine keramisch wirkende Bindung auf Titancarbid‑Basis, und eines hatte einen geringeren Anteil der superharten Phase bei insgesamt höherem Bindungsanteil. Sie drehten Stangen aus hochfestem Duktilguss auf einer CNC‑Drehmaschine und variierten systematisch Schnittgeschwindigkeit, Vorschub und Schnitttiefe gemäß einer geplanten Versuchsreihe. Alle paar hundert Meter Spanlänge hielten sie an, um den Verschleißbereich an der Werkzeugseite zu messen, bis ein vorher vereinbartes Verschleißlimit erreicht war. Mikroskope und chemische Analysen wurden genutzt, um die verschlissenen Oberflächen im Detail zu untersuchen und zeigten Riefen, Krater, Farbveränderungen und Spuren von Elementen, die zwischen Werkzeug und Werkstück übertragen worden waren.
Wie und warum die Werkzeuge verschleißen
Die Studie zeigt, dass drei Schadensmechanismen zusammenwirken, um die Werkzeuge zu verschleißen. Abrasiver Verschleiß entsteht durch harte Partikel im Guss, die die Werkzeugoberfläche ritzen und pflügen, insbesondere bei höheren Geschwindigkeiten. Chemischer Verschleiß tritt auf, wenn die heiße Schnittzone Reaktionen zwischen dem Werkzeug und der Umgebungsluft auslöst, Oxide bildet und wichtige Elemente von der Werkzeugoberfläche verloren gehen; beim am stärksten betroffenen Werkzeug stieg der Sauerstoffgehalt deutlich an, während Bor und Stickstoff abnahmen. Adhäsiver Verschleiß zeigt sich, wenn winzige Eisenpartikel kurzzeitig am heißen Werkzeug aufschweißen und dann abreißen, wodurch Gruben und aufgerissene Bereiche entstehen. Das keramisch gebundene Werkzeug mit Titancarbid fiel positiv auf: Es zeigte mildere Krater- und Flankenverschleißerscheinungen, und seine Bindung bildete einen charakteristischen abgerissenen Film, der zwar schädlich war, aber kontrollierter erschien als bei den anderen Werkzeugen.
Den optimalen Bereich der Schnittparameter finden
Durch die Analyse der Standzeiten über viele Kombinationen von Geschwindigkeit, Vorschub und Schnitttiefe wandelten die Autor:innen die Schnittbedingungen in eine einzige Kennzahl der Spanabnahme um und suchten nach Mustern. Die Werkzeugstandzeit nahm allgemein ab, wenn diese Kennzahl stieg, aber nicht linear. Das titancarbidgebundene Werkzeug lieferte die beste Gesamtleistung beim Bearbeiten von Duktilguss, insbesondere bei mittlerer Schnittleistung. Ein Betriebsbereich mit moderater Geschwindigkeit sowie bescheidenem Vorschub und Schnitttiefe (etwa 15 Kubikzentimeter Spanabnahme pro Minute) ergab eine gute Balance: lange Standzeit bei angemessener Bearbeitungsgeschwindigkeit. Im Gegensatz dazu hielt das Werkzeug mit geringerem Hartstoffgehalt mancherorts nur bei sehr niedrigen oder sehr hohen Spanabnahmeraten am längsten, sodass es eher für Nischenbedingungen als für den Alltag in der Serienfertigung geeignet ist.
Von Versuchs‑Daten zu intelligenten Vorhersagen
Um die Ergebnisse für die Fertigung nutzbar zu machen, erstellten die Forschenden einfache mathematische Modelle, die die Werkzeugstandzeit mit Schnittgeschwindigkeit, Vorschub und Schnitttiefe verknüpfen. Diese Modelle lassen sich mit Echtzeitdaten von Sensoren an der Maschine füttern, sodass das System abschätzen kann, wie viel Lebensdauer ein Werkzeug ursprünglich hatte, wie viel bereits verbraucht ist und wie viel verbleibt. Der Zustand des Werkzeugs wird als Prozentsatz ausgedrückt; fällt dieser unter eine voreingestellte Schwelle, kann das System Bediener warnen, bevor ein Versagen zu schlechter Oberflächenqualität oder Ausschuss führt. Tests mit variierenden Schnittbedingungen zeigten, dass die Prognosemethode den Verschleißverlauf ausreichend genau verfolgt, um in einer Produktionsumgebung praktisch einsetzbar zu sein.
Was das für die tägliche Fertigung bedeutet
Für Leser außerhalb der Zerspanungstechnik lautet die Kernbotschaft: Kleine Änderungen sowohl in der Werkzeugzusammensetzung als auch in den Einsatzparametern können große Auswirkungen auf Zuverlässigkeit und Kosten haben. Die Arbeit identifiziert einen bestimmten PcBN‑Werkzeugtyp und ein Fenster von Schnittbedingungen, die zusammengenommen längere Standzeiten und stabile Leistung beim Formen von Duktilgussbauteilen liefern. Gleichzeitig zeigt sie, dass einfache, datengetriebene Modelle den Werkzeugverschleiß im Hintergrund überwachen und rechtzeitigen Austausch empfehlen können. Zusammen ermöglichen diese Fortschritte Herstellern von Automobil‑ und Elektromotoren, harte Metalle schneller zu bearbeiten, mit weniger Ausschuss und geringerem Energieaufwand — und unterstützen so eine sauberere und effizientere Mobilität.
Zitation: Wang, P., Li, X., Jiu, Y. et al. Cutting parameter-tool material interaction on PcBN tool wear behaviour in ductile iron machining. Sci Rep 16, 9473 (2026). https://doi.org/10.1038/s41598-026-38314-z
Schlüsselwörter: Duktilguss‑Bearbeitung, PcBN‑Schneidwerkzeuge, Werkzeugverschleiß, Schnittparameter, Lebensdauerprognose für Werkzeuge