Clear Sky Science · de
Auswirkung von Zerspanungsparametern auf die Ermüdungseigenschaften von vergütetem 42CrMo-Stahl
Warum die Glätte von Metall wichtig ist
Von Windkraftanlagen bis zu Hochgeschwindigkeitszügen beruhen viele sicherheitskritische Maschinen auf Stahlwellen, Schrauben und Zahnrädern, die während ihrer Lebensdauer Millionenfach rotieren oder sich biegen. Diese Bauteile versagen oft nicht durch einen einzelnen dramatischen Überlastfall, sondern schrittweise: winzige Risse wachsen bei jedem Spannungszyklus. Diese Studie untersucht einen weit verbreiteten hochfesten Stahl, bekannt als 42CrMo, und stellt eine praxisrelevante Frage mit großen Sicherheits- und Kostenfolgen: Wie beeinflusst die Art und Weise, wie wir das Metall beim Zerspanen schneiden und fertigstellen, die Lebensdauer dieser Teile bis zum Riss und Bruch?
Wie alltägliches Zerspanen verborgene Schwächen formt
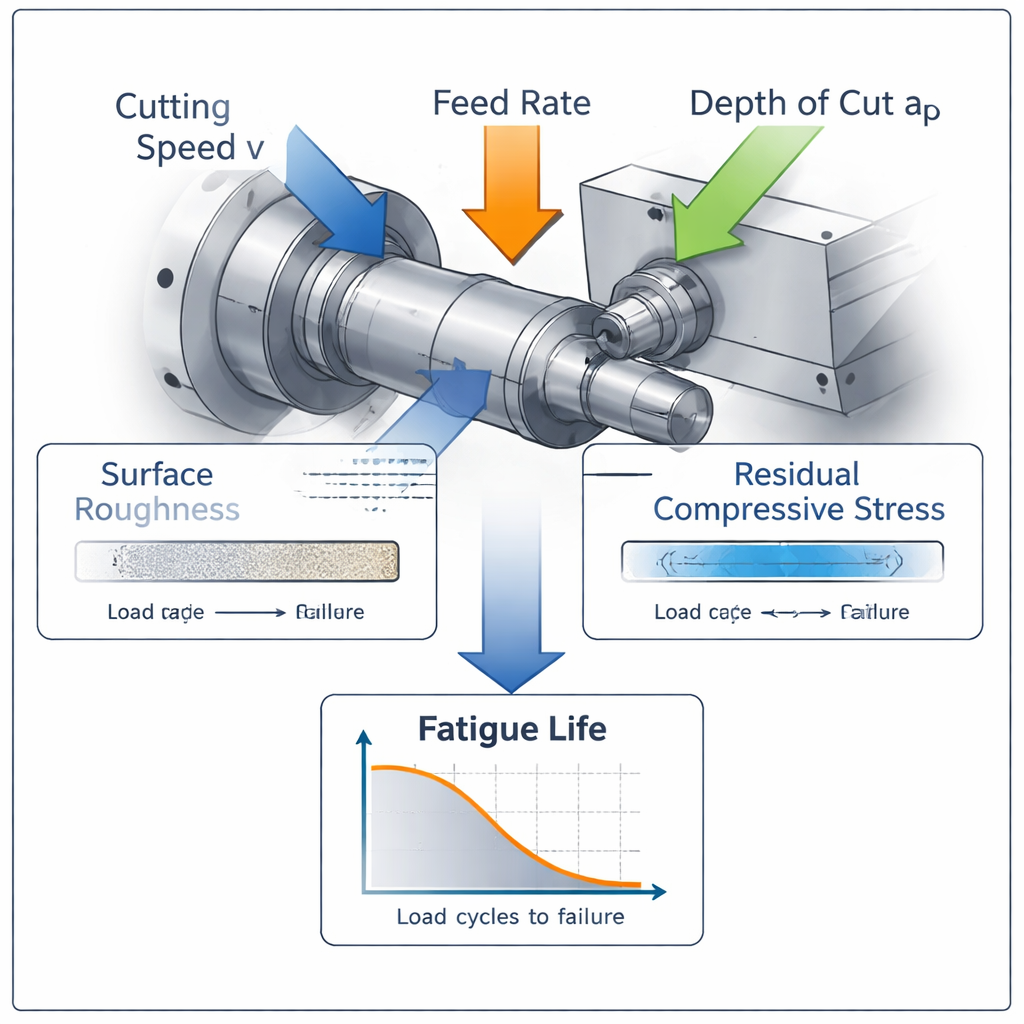
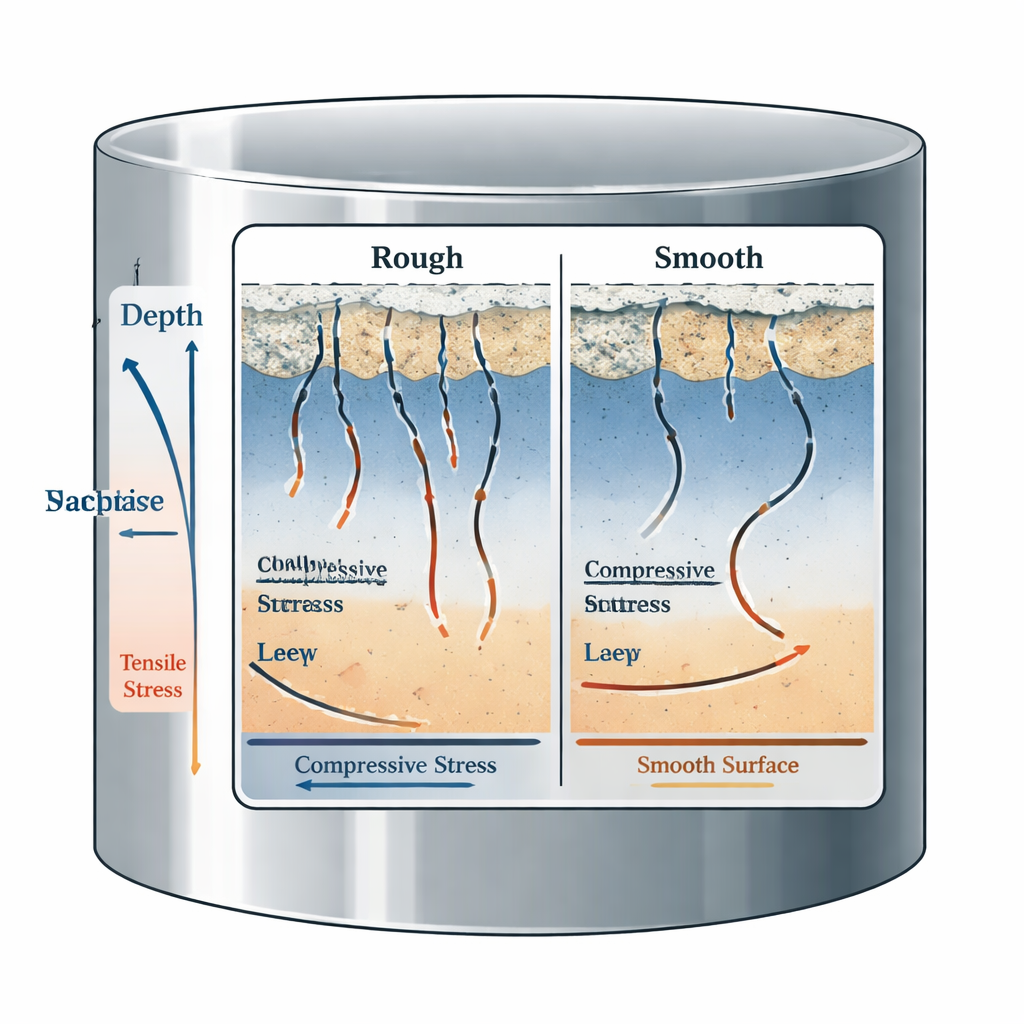
Bevor eine Stahlwelle in den Einsatz geht, wird sie auf einer Drehmaschine auf Endmaß gebracht. Dabei wählen Hersteller drei zentrale Einstellungen: wie schnell das Werkzeug längsführt (Vorschub), wie schnell das Werkstück rotiert (Schnittgeschwindigkeit) und wie tief das Werkzeug in das Material schneidet (Schnitttiefe). Diese Entscheidungen beeinflussen nicht nur die Bearbeitungszeit. Sie bestimmen auch die Oberflächenbeschaffenheit und die in der Randzone eingeschlossenen Eigenspannungen – Merkmale, die zusammen als „Oberflächenintegrität“ bezeichnet werden. Rauere Oberflächen wirken wie winzige Kerben, an denen Risse entstehen können, während drückende (kompressive) Spannungen nahe der Oberfläche wie unsichtbare Klammern wirken, die das Risswachstum hemmen.
Prüfung von Stahl unter realistischem Biegungslasten
Die Forscher verwendeten vergüteten 42CrMo-Stahl, eine übliche Wahl für beanspruchte Bauteile, und spannten Prüfkörper auf einer numerisch gesteuerten Drehmaschine unter kontrollierten „nassen“ (geschmierten) Schneidbedingungen. Sie variierten Schnittgeschwindigkeit, Vorschub und Schnitttiefe jeweils einzeln und bestimmten zwei entscheidende Kennwerte: die Oberflächenrauheit und die residualen Druckeigenspannungen in der Randschicht, mittels Rauheitsmessgerät bzw. Röntgenmethoden. Anschließend wählten sie vier repräsentative Schneideparameter aus und fertigten spezielle sanduhrförmige Proben, die bei hoher Beanspruchung zyklisch gebogen wurden, bis sie versagten. So konnte das Team die Zerspanbedingungen direkt mit der Ermüdungslebensdauer verknüpfen: wie viele Zyklen jede Probe aushielt.
Was ein Bauteil länger halten lässt
Die Versuche zeigten, dass der Vorschub einen starken Einfluss auf die Rauheit hat: höherer Vorschub erzeugt ausgeprägtere Werkzeugspuren und eine gröbere Oberfläche. Die Schnittgeschwindigkeit war dagegen besonders wichtig für sowohl Rauheit als auch das Muster der Eigenspannungen. Innerhalb eines moderaten Bereichs führten höhere Schnittgeschwindigkeiten in Kombination mit Kühlmittel zu reduzierten Vibrationen und verhüteten Aufbauschneiden an der Werkzeugschneide, was eine glattere Oberfläche und stärkere drückende Spannungen in einer tieferen Schicht darunter zur Folge hatte. Die Schnitttiefe hatte einen geringeren, subtileren Einfluss. Beim Vergleich der vier ausgewählten Bearbeitungsvarianten ergab die Kombination aus relativ hoher Schnittgeschwindigkeit und niedrigem Vorschub ein sehr günstiges Profil: geringe Rauheit, sehr hohe drückende Oberflächenspannung und eine tiefe Schutzschicht. Diese Proben hielten bis zu etwa 95.000 Biegezyklen durch – deutlich mehr als Proben mit raueren Oberflächen oder schwächeren Druckeigenspannungen.
Die beiden großen Einflussfaktoren abwägen: Rauheit und Spannung
Um diese Beobachtungen in ein praktikables Auslegungswerkzeug zu überführen, entwickelten die Autoren einen kombinierten Wert, der Oberflächenrauheit und residuale Druckeigenspannung zu einem einzigen „gewichteten Normwert“ vereint. Sie skalieren beide Messgrößen auf einen gemeinsamen 0–1-Bereich und gaben der Oberflächenrauheit 35% Einfluss und der residualen Druckeigenspannung 65%, entsprechend ihrer vermuteten Bedeutung für die Ermüdungslebensdauer. Dieser Wert korrelierte sehr gut mit den tatsächlich gemessenen Lebensdauern in den Ermüdungsprüfungen: Proben mit dem höchsten gewichteten Wert zeigten konsequent die längste Lebensdauer, jene mit dem niedrigsten Wert versagten am schnellsten. Mikroskopische Bruchbilder stützten dieses Ergebnis: starke Druckeigenspannungen und ein steiler Spannungsgradient verlangsamten das Risswachstum, selbst wenn die Oberfläche nicht perfekt glatt war, während gute Rauheit allein schwache Druckspannungen nicht ausgleichen konnte.
Was das für reale Maschinen bedeutet
Für Nichtfachleute lautet die Botschaft einfach: Wie Sie Stahl bearbeiten, kann genauso wichtig sein wie die Wahl des Stahls. Durch die Wahl von Bearbeitungsparametern, die eine hinreichend glatte Oberfläche und gleichzeitig eine starke, tiefe drückende Spannungszone erzeugen, können Hersteller das Entstehen kleiner Risse, die schließlich zum Versagen führen, erheblich verzögern. Die in der Studie vorgeschlagene gewichtete Bewertungsmethode bietet Ingenieuren eine einfache Möglichkeit, diese beiden Effekte beim Einstellen von Schnittgeschwindigkeit, Vorschub und Schnitttiefe auszubalancieren. Praktisch bedeutet das sicherere, langlebigere Schrauben, Wellen und Zahnräder – ohne Materialänderung, allein durch intelligentere Zerspanung.
Zitation: Tang, K., Zhu, J., Yin, B. et al. Effect of cutting process parameters on fatigue properties of quenched and tempered 42CrMo steel. Sci Rep 16, 6962 (2026). https://doi.org/10.1038/s41598-026-38185-4
Schlüsselwörter: metallermüdung, Zerspanung, Oberflächenrauheit, Eigenspannung, hochfester Stahl