Clear Sky Science · de
Anwendung einer IEW-CRITIC-CoCoSo-Methode basierend auf intervallwertigen T-sphärischen Fuzzy zur Optimierung von Prozessparametern von 3D-gedruckten Verbundwerkstoffen aus recyceltem Polypropylen
Von Pandemieabfall zu nützlichen Bauteilen
Seit der COVID-19-Pandemie haben sich Milliarden Einwegmasken und andere Textilien auf Polypropylenbasis als Abfall angesammelt. Diese Studie untersucht, wie dieser Abfall in robuste, zuverlässige 3D-gedruckte Bauteile verwandelt werden kann und wie ein Drucker so eingestellt werden muss, dass recycelter Kunststoff mit Neuware konkurrieren kann. Mittels einer neuen Form mathematischer Entscheidungsfindung zeigen die Autoren, wie man die bestmögliche mechanische Leistung aus glasfaserverstärktem recyceltem Polypropylen herausholt. Das trägt dazu bei, den Kreislauf für Kunststoffe zu schließen und gleichzeitig den 3D-Druck für technische Anwendungen praktikabel zu halten.
Warum recycelter Kunststoff intelligente Druckeinstellungen braucht
Aus Abfällen von Meltblown-Polypropylen, wie sie in Maskenlagen vorkommen, gewonnenes recyceltes Polypropylen ist attraktiv, weil es günstig, leicht und weit verbreitet ist. In Standard-Fused-Deposition-Modeling-(FDM-)3D-Druckern leidet es jedoch unter schwacher Haftung zwischen den Schichten und instabilen Geometrien. Die Zugabe kurzer Glasfasern erhöht Festigkeit und Steifigkeit und erzeugt einen Verbundstoff, genannt GF/RPP. Dennoch hängt die endgültige Qualität stark von der Druckereinrichtung ab: Düsentemperatur, Schichthöhe, Fülldichte (Infill) und die Druckrichtung der Linien beeinflussen Festigkeit, Steifigkeit und Dehnbarkeit auf unterschiedliche Weise. Eine Parametereinstellung zu finden, die alle drei Eigenschaften zugleich ausgleicht, ist keineswegs trivial.
Material- und Versuchsplanung
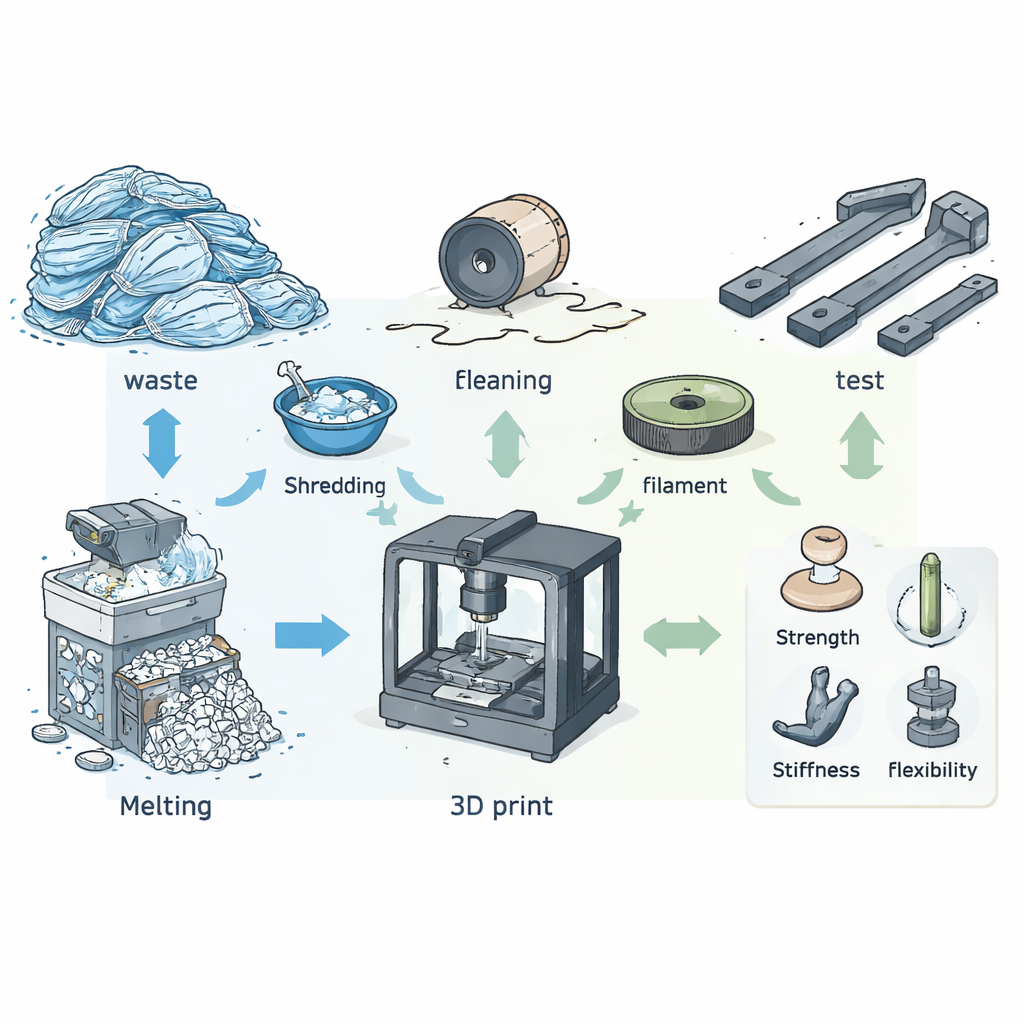
Die Forscher begannen damit, Meltblown-Polypropylen aus Abfall in Pellets umzuwandeln und daraus Filament mit 30 Gew.-% Glasfaser herzustellen. Sie bestätigten, dass dieser Verbundstoff unterhalb seiner Zersetzungstemperatur gut schmilzt und fließt, sodass er für extrusionsbasierte 3D-Druckverfahren geeignet ist. Mit einem kommerziellen FDM-Drucker fertigten sie standardisierte Zugproben (Dog-Bone) unter neun verschiedenen Kombinationen aus Temperatur (220, 240, 260 °C), Schichthöhe (0,1; 0,2; 0,3 mm) und Fülldichte (60; 80; 100 %) und wiederholten diese Versuchsreihe für drei Rasterwinkel (0°, 45°, 90°). Jede Probe wurde einer Zugprüfung unterzogen, um Zugfestigkeit, Steifigkeit (Zugmodul) und Bruchdehnung zu messen und so Stärke, Starrheit und Duktilität der Teile zu erfassen.
Neue Mathematik zum Ausbalancieren widersprüchlicher Ziele
Weil manche Einstellungen die Festigkeit erhöhen, aber die Dehnbarkeit verringern können, nutzte das Team ein Multi-Attribut-Entscheidungsfindungs-(MADM-)Framework, um alle Ergebnisse zu gewichten und zu kombinieren. Sie arbeiteten in einem „fuzzy“-Rahmen, in dem jede Messung nicht als ein einzelner präziser Wert, sondern als Bereich mit Grade der Überzeugung, des Zögerns und des Unglaubens behandelt wird — was raue Experimente besser abbildet. Ihr intervallwertiger T-sphärischer Fuzzy-Operator ermöglicht es, Daten aus verschiedenen Rasterwinkeln und mechanischen Eigenschaften zu verschmelzen und gleichzeitig den Einfluss von Ausreißern zu verringern. Um zu bestimmen, wie wichtig jede Eigenschaft ist, kombinierten sie Expertenurteile mit einem objektiven Maß dafür, wie stark jede Eigenschaft variiert und mit den anderen in Konflikt steht. Schließlich verwendeten sie ein Rangfolgeverfahren namens CoCoSo, um die neun Parametersätze zu bewerten und zu ordnen, mit dem Ziel eines insgesamt besten mechanischen Verhaltens und nicht nur des höchsten Einzelwerts.
Wie die optimalen Druckeinstellungen aussehen
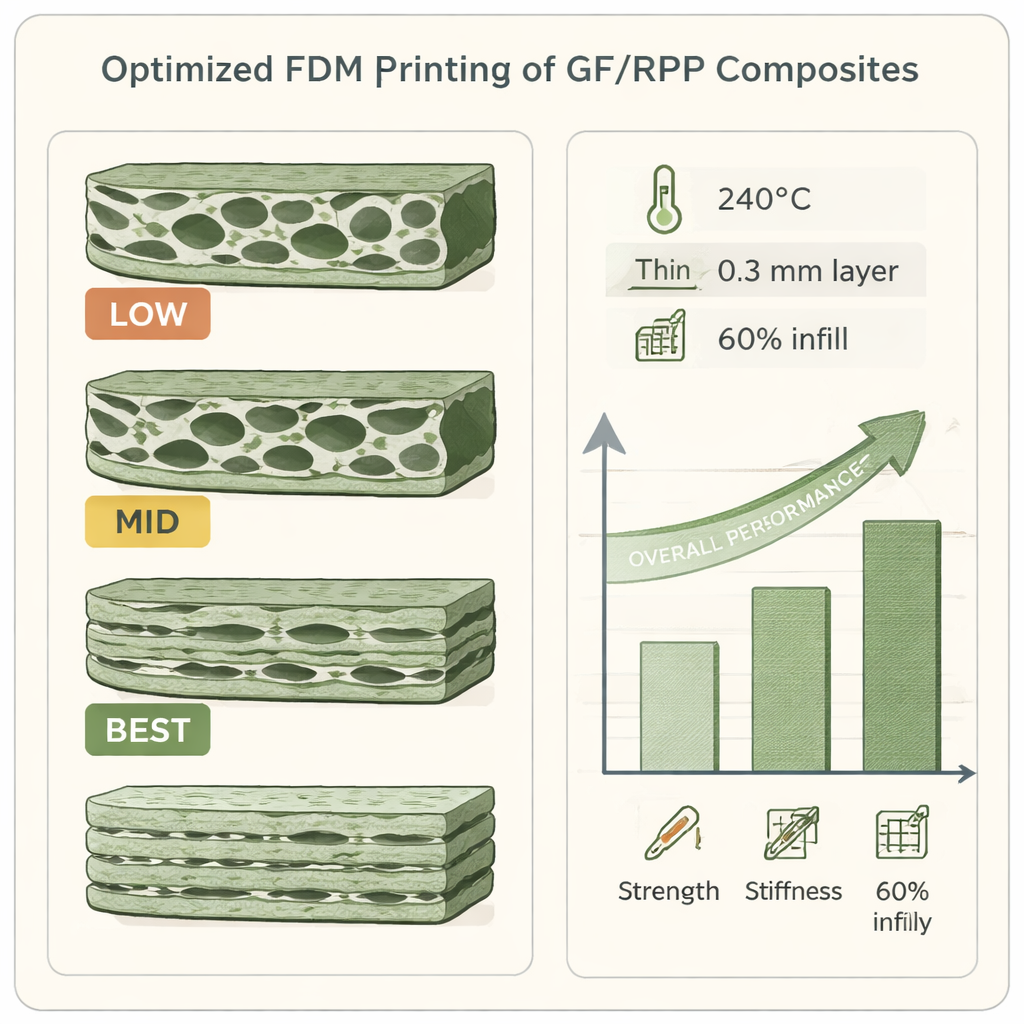
Die kombinierte Analyse deutete klar auf ein Siegerrezept hin: eine Drucktemperatur von 240 °C, eine Schichthöhe von 0,3 mm und eine Fülldichte von 60 %. Diese Kombination, als Schema M6 bezeichnet, lieferte eine um etwa 10,7 % bessere Gesamtkraftübertragung als die anderen getesteten Einstellungen. Bei 240 °C schmilzt das Material ausreichend, um die Schichten gut zu verbinden, ohne zu verbrennen; dickere Schichten vergrößern die Kontaktfläche zwischen den Schichten und reduzieren interne Hohlräume; und eine moderate Fülldichte bietet guten Halt, ohne übermäßige innere Spannungen einzuführen. Mikroskopische Untersuchungen gebrochener Proben bestätigten die Messwerte: optimal gedruckte Teile zeigten dichte, gut verschmolzene Schichten und Glasfasern, die fest im Kunststoff verankert waren, während schlechtere Einstellungen Lücken, herausgezogene Fasern und große Hohlräume zeigten, die das Bauteil schwächen.
Bedeutung für umweltfreundlicheren 3D-Druck
Kurz gesagt zeigt die Studie, dass recyceltes Maskenmaterial, verstärkt mit Glasfasern, mit den richtigen Einstellungen zu einem zuverlässigen Ausgangsmaterial für den 3D-Druck struktureller Bauteile werden kann. Anstatt eine Eigenschaft nach der anderen zu optimieren, hilft der fuzzy Entscheidungsrahmen der Autoren Herstellern, Drucker für eine ausgewogene Mischung aus Festigkeit, Steifigkeit und Flexibilität unter Unsicherheit einzustellen. Über diesen speziellen Verbundstoff hinaus könnte dasselbe mathematische Werkzeug die Parameterwahl für andere recycelte Kunststoffe und fortschrittliche Materialien leiten und so die Entwicklung umweltfreundlicher, leistungsfähiger 3D-gedruckter Produkte erleichtern.
Zitation: Zhao, S., Du, Y., Hao, Y. et al. Application of an IEW-CRITIC-CoCoSo method based on interval-valued T-spherical fuzzy for optimizing process parameters of 3D printed recycled polypropylene composites. Sci Rep 16, 6971 (2026). https://doi.org/10.1038/s41598-026-37726-1
Schlüsselwörter: 3D-Druck, recyceltes Polypropylen, Glasfaserverbundstoffe, Prozessoptimierung, fuzzy Entscheidungsfindung