Clear Sky Science · de
Integrierte Bewertung von Werkzeugverschleiß, Spanmorphologie, Oberflächenintegrität und Energieverbrauch bei nachhaltigem Fräsen von Inconel 718
Warum Kühlung beim Zerspanen harter Metalle wichtig ist
Von Flugtriebwerken bis zu Kraftwerken werden viele kritische Bauteile aus einer besonders widerstandsfähigen Legierung namens Inconel 718 gefertigt. Ihre Festigkeit bei sehr hohen Temperaturen macht sie ideal für raue Einsatzbedingungen, erschwert aber zugleich die spanende Bearbeitung und treibt die Kosten in die Höhe. Diese Studie stellt eine für Industrie und Umwelt praktische Frage: Lässt sich dieses anspruchsvolle Metall so zerspanen, dass weniger Energie verbraucht, Werkzeuge langsamer verschleißen und trotzdem eine glatte, zuverlässige Oberfläche entsteht – und dabei der Einsatz von Kühlschmierstoffen reduziert wird, die Mensch und Umwelt belasten können?

Eine hartnäckige Legierung für extreme Einsätze
Inconel 718 ist eine nickelbasierte Superlegierung, die ihre Festigkeit von tiefen Minusgraden bis nahezu 1000 °C beibehält. Das macht sie perfekt für Triebwerke, Hochdruckleitungen und Verteidigungsanwendungen, bei denen Ausfälle inakzeptabel sind. Gerade diese Vorteile sorgen jedoch in der Werkstatt für Probleme. Beim Zerspanen treten enorme Kräfte und Temperaturen auf, die 1100 °C übersteigen können. Die Legierung leitet Wärme schlecht und neigt zum Anhaften an Schneidwerkzeugen, sodass Werkzeuge schnell verschleißen, Oberflächen rau werden und die Produktionskosten steigen. Gleichzeitig können traditionelle Kühlschmierstoffe, wenn sie in großen Mengen eingesetzt werden, gesundheitliche und ökologische Probleme verursachen.
Vier Möglichkeiten, den Schnitt zu kühlen und zu schmieren
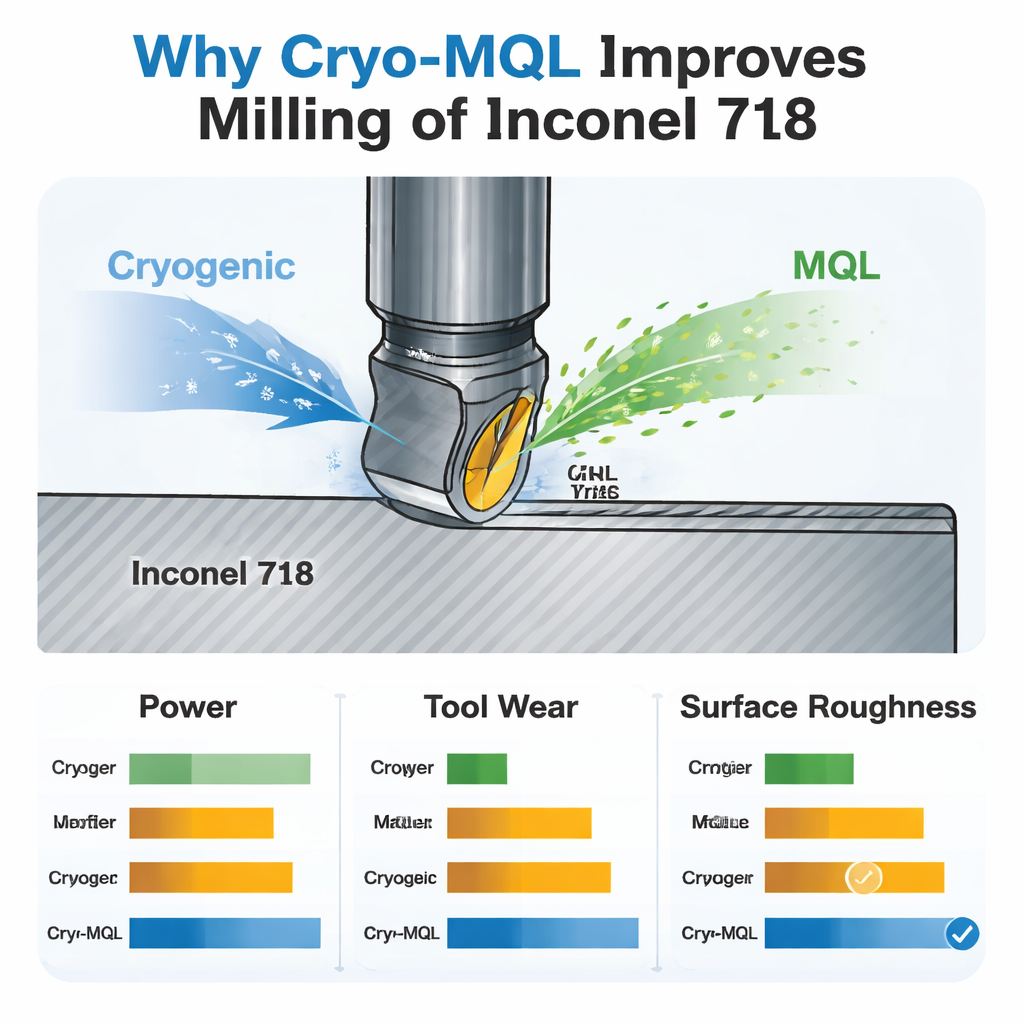
Die Forschenden verglichen vier verschiedene Methoden, die Schnittzone beim Fräsen von Inconel 718 auf einer CNC-Maschine zu kühlen und zu schmieren. Beim Trockenbearbeiten wird kein Fluid eingesetzt. Minimum Quantity Lubrication (MQL) versprüht nur einen feinen Ölnebel und verwendet damit deutlich weniger Fluid als eine konventionelle Flutung. Kryogene Kühlung führt ein sehr kaltes Gas oder eine Flüssigkeit, etwa flüssigen Stickstoff, zu, um die Schnittzone zu kühlen. Schließlich kombiniert ein hybrider Ansatz namens Cryo-MQL sowohl den kalten Strahl als auch den Ölnebel. Bei diesen vier Verfahren führten die Forschenden Versuche mit drei Schnittgeschwindigkeiten durch, während Vorschub und Schnitttiefe konstant blieben. Gemessen wurden der elektrische Leistungsbedarf der Maschine, die Werkzeugverschleißrate, die Oberflächenrauheit des Werkstücks und die Form der kleinen, aufgerollten Späne.
Energieverbrauch, Oberflächengüte und Werkzeugstandzeit
Die Ergebnisse zeigen, dass die Wahl der Kühlmethode das Bearbeitungsverhalten stark beeinflusst. Trockenbearbeitung verbrauchte durchgängig die meiste Energie und führte zu den stärksten Werkzeugschäden, einschließlich Abplatzungen an der Schneide und tiefen Beschädigungen auf der Werkzeugschulter. MQL reduzierte die Reibung und verlängerte die Werkzeuglebensdauer gegenüber Trockenbearbeitung, erwies sich aber bei höheren Geschwindigkeiten aufgrund begrenzter Kühlleistung als nachteilig. Reine kryogene Kühlung schützte bei niedrigen Geschwindigkeiten gut die Oberflächengüte und senkte bei hohen Geschwindigkeiten die Werkzeugtemperaturen, konnte jedoch durch plötzliche Temperaturschocks kleine Krater am Werkzeug verursachen. Der hybride Cryo-MQL-Ansatz bot durchgängig die beste Balance: bei niedrigen Geschwindigkeiten verringerte er den Leistungsbedarf um etwa 10 Prozent gegenüber Trockenbearbeitung, und bei allen Geschwindigkeiten hielt er den Werkzeugverschleiß auf dem niedrigsten Niveau, indem er das Werkzeug kühlte und zugleich einen stabilen Schmierfilm zwischen Werkzeug und Span erzeugte.
Was die winzigen Metallspäne verraten
Die Studie untersuchte auch Form und Bruchverhalten der Metallspäne, die wie Fingerabdrücke Auskunft über das Geschehen in der Schnittzone geben. Mit zunehmender Schnittgeschwindigkeit neigten die Späne zur Ausbildung von Sägezahn‑Mustern, ein Hinweis darauf, dass sich das Material in Sprüngen entlang schmaler Zonen intensiver Scherung und Erwärmung verformt. Unter Trocken‑ und einfachen MQL‑Bedingungen wurden die Späne oft stark gezackt und unregelmäßig, was auf instabiles Zerspanen und hohe thermische Belastungen hinweist. Kryogene Kühlung schärfte die Sägezahnkanten, da das Material in der Kälte spröder wurde. Unter Cryo‑MQL wurden die Späne dagegen im Allgemeinen regelmäßiger und besser kontrollierbar, was auf ein stabileres Zusammenspiel von Temperatur, Reibung und Werkstoffweichheit hindeutet. Dieses Spanverhalten stimmte mit den Messungen von Werkzeugverschleiß und Leistungsaufnahme überein und untermauerte die Schlussfolgerung, dass die hybride Methode den Zerspanprozess zähmt.
Folgen für sauberere, günstigere Bearbeitung
Für Werkstätten, die Inconel 718 zerspanen müssen, deuten diese Erkenntnisse auf einen praktikablen Weg hin. Der Einsatz von Werkzeugen unter hybridem Cryo‑MQL kann den Energiebedarf senken, die Werkzeugstandzeit verlängern und eine gute Oberflächenqualität erhalten – und das bei nur geringem Schmierstoffeinsatz. Das bedeutet weniger Werkzeugwechsel, weniger Ausschuss und eine geringere Abhängigkeit von großen Mengen konventioneller Kühlschmierstoffe. Einfach gesagt: Die Kombination aus sehr kalter Kühlung und feinem Ölnebel erlaubt es Herstellern, dieses hartnäckige Metall schonender und effizienter zu bearbeiten und so Kosten einzusparen sowie eine sauberere, nachhaltigere Produktion zu fördern.
Zitation: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
Schlüsselwörter: Inconel-718-Bearbeitung, kryogene Kühlung, Minimum-Quantity-Lubrication, Werkzeugverschleiß, nachhaltige Fertigung