Clear Sky Science · de
Optimierung der Reibreibschweißparameter für unterschiedliche Aluminiumlegierungen AA2014 und AA5052
Stärkere Leichtmetalle für Autos und Flugzeuge
Von Elektroautos bis hin zu Flugzeugen und Schiffen wünschen sich Hersteller Bauteile, die zugleich leicht und belastbar sind. Aluminium erfüllt diese Anforderungen gut, doch das Fügen unterschiedlicher Aluminiumgüten, ohne ihre Eigenschaften zu beeinträchtigen, ist überraschend schwierig. Diese Studie zeigt, wie Ingenieure einen Feststoffprozess namens Reibreibschweißen so feinabstimmen können, dass zwei sehr unterschiedliche Aluminiumlegierungen, AA2014 und AA5052, eine starke, zuverlässige Verbindung für beanspruchte Strukturen bilden.
Wie ein rotierendes Werkzeug Metall ohne Schmelzen verbindet
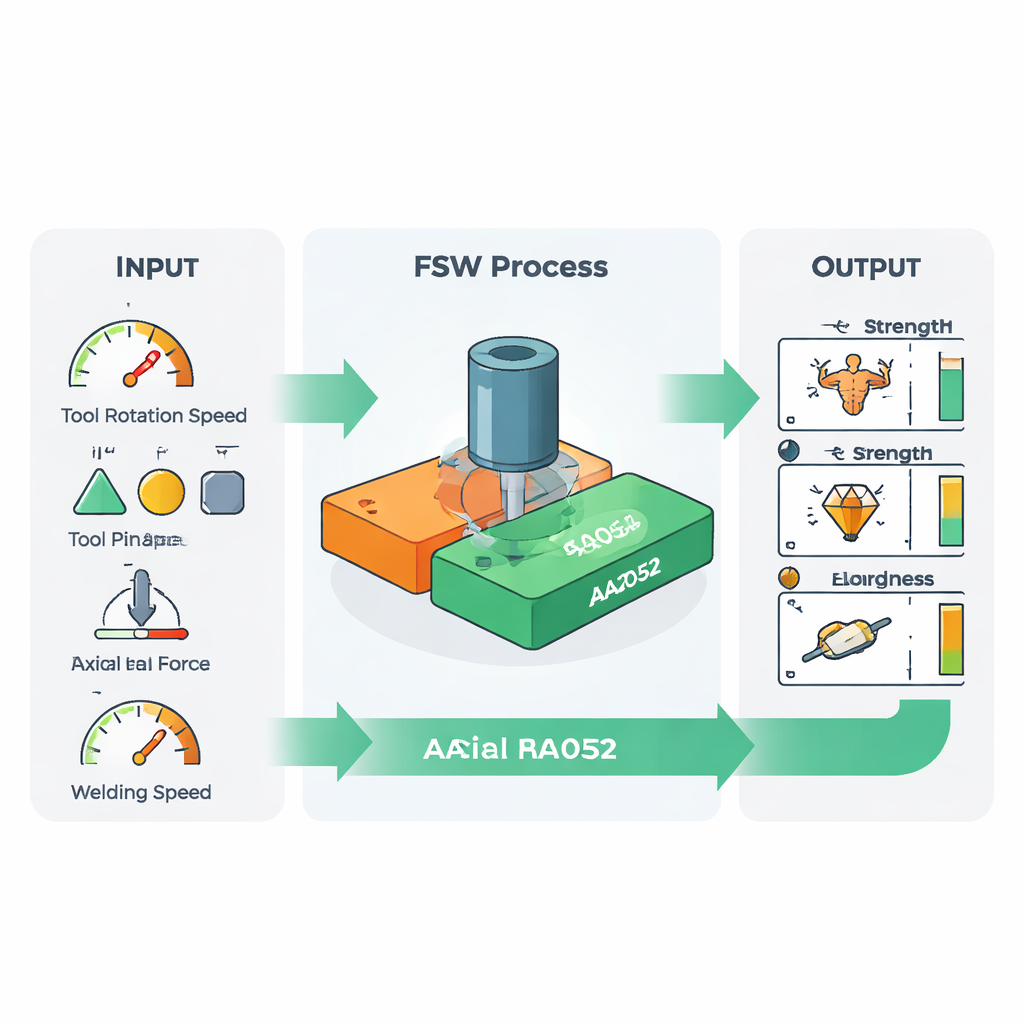
Reibreibschweißen funktioniert eher wie Kneten als wie traditionelles Schmelzen und Verschweißen. Ein hartes rotierendes Werkzeug wird in die Naht zwischen zwei Metallplatten gedrückt und entlang der Fuge bewegt. Die Reibung macht das Metall weich, aber nicht flüssig, sodass es gerührt und geschmiedet werden kann, um eine feste Verbindung zu bilden. Das vermeidet viele Probleme des gewöhnlichen Schweißens, etwa Poren, Risse und Verzug. In dieser Studie konzentrierten sich die Autoren auf vier zentrale Parameter: die Drehzahl des Werkzeugs, die Form seines Stifts (Dreieck, Kreis oder Quadrat), den Anpressdruck (axiale Last) und die Vorschubgeschwindigkeit. Sie wollten untersuchen, wie diese Stellschrauben die endgültige Festigkeit, Dehnbarkeit und Härte der Schweißnaht zwischen einer hochfesten, wärmebehandelbaren Legierung (AA2014) und einer korrosionsbeständigeren Legierung (AA5052) beeinflussen.
Mit smarter Statistik die besten Einstellungen finden
Alle möglichen Kombinationen von Schweißparametern zu testen wäre zeitaufwendig und teuer. Stattdessen verwendete das Team eine statistische Strategie namens Response-Surface-Methodik kombiniert mit einem Box–Behnken-Versuchsplan. Damit führten sie 29 gezielt ausgewählte Experimente durch, die effizient abbildeten, wie die vier Prozessparameter vier wichtige Ergebnisse beeinflussen: Zugfestigkeit (wie viel Last die Verbindung vor dem Bruch aushält), Streckgrenze (wann sie sich bleibend verformt), Bruchdehnung (wie weit sie sich strecken lässt) und Mikrohärte (Widerstand gegen Eindrücken). Anschließend nutzten sie eine „Desirability“-Funktion, um eine Kompromiss-Einstellung zu finden, die Festigkeit und Härte hoch hält, ohne zu viel Duktilität zu opfern.
Wie die optimierte Schweißnaht innen aussieht
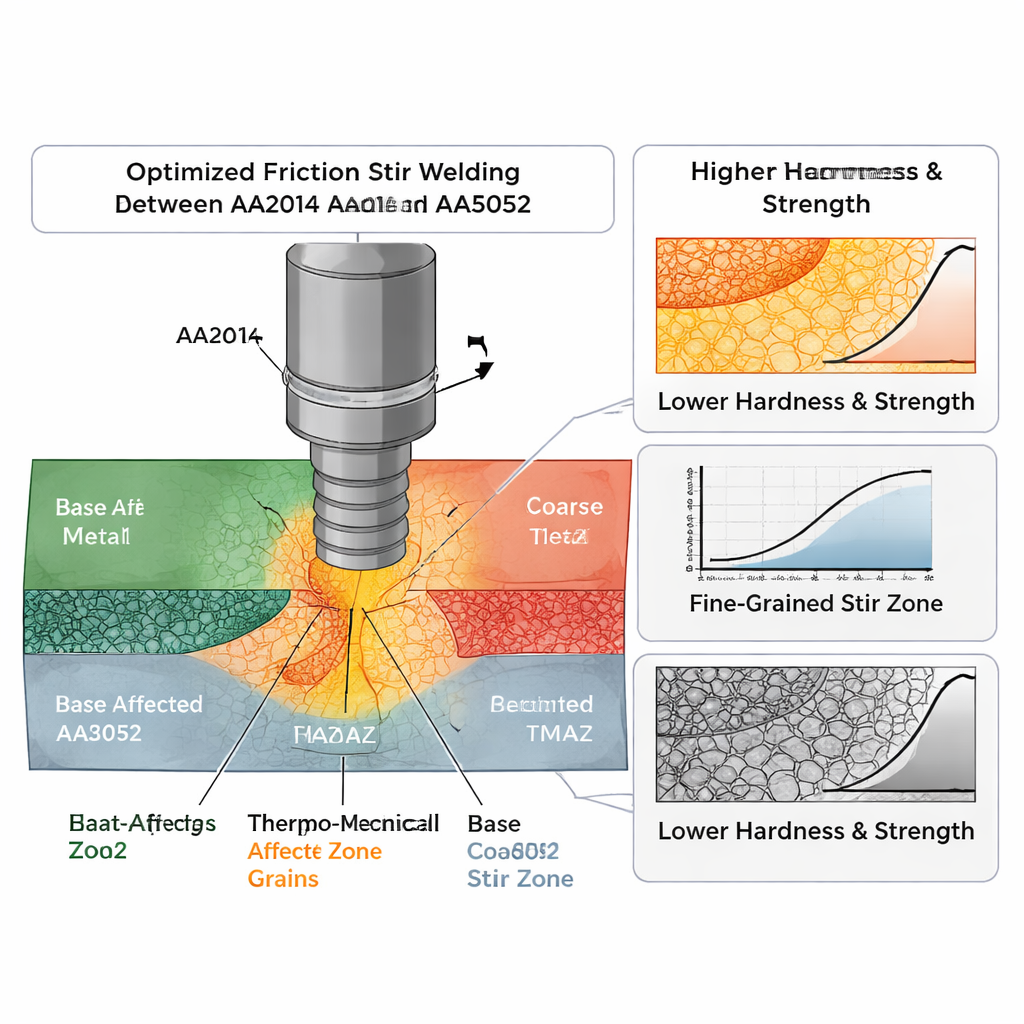
Der beste Kompromiss ergab eine moderat hohe Werkzeugdrehzahl (etwa 1880 Umdrehungen pro Minute), einen quadratischen Stift, eine relativ hohe axiale Last von 10 kN und eine mittel-hohe Schweißgeschwindigkeit von rund 17,6 mm pro Minute. Unter diesen Bedingungen erreichte die Verbindung etwa 258 MPa Zugfestigkeit und 197 MPa Streckgrenze, mit einer Vickershärte knapp über 100 und einer Bruchdehnung von etwa 4,4 %. Mikroskopische Untersuchungen erklärten warum: in der zentralen „Rührzone“ sind die Aluminiumkörner sehr fein und nahezu äquiaxial, und winzige ausscheidungsartige Partikel sind gleichmäßig verteilt. Diese feine, homogene Struktur ist ein Kennzeichen vollständiger dynamischer Rekristallisation — das Metall wurde während des Rührens auf mikroskopischer Ebene neu geformt.
Was passiert, wenn die Einstellungen falsch sind
Um die Nachteile schlechter Einstellungen zu zeigen, verglichen die Forschenden eine unteroptimierte Naht, die bei niedrigerer Werkzeugdrehzahl mit rundem Stift und geringerem Axialdruck hergestellt wurde. Diese Verbindung zeigte gröbere Gefüge, Klumpen harter Partikel und sogar tunnelartige Hohlräume, wo Material hinter dem Werkzeug nicht aufgefüllt worden war. Wenig überraschend waren Festigkeit und Härte geringer, und Bruchflächen aus Zugversuchen zeigten größere, ungleichmäßige Vertiefungen und Hinweise auf vorzeitiges Versagen. Im Gegensatz dazu brach die optimierte Naht mit vielen kleinen, gleichmäßigen Vertiefungen — ein Beleg für ein duktileres, energieabsorbierendes Versagensbild, das direkt mit ihrer verfeinerten, defektfreien Mikrostruktur und dem günstigeren Härteprofil über die Naht zusammenhängt.
Warum das für reale Strukturen wichtig ist
Für Konstrukteure von Autos, Flugzeugen und Schiffen ist die Botschaft klar: Reibreibschweißen kann unterschiedliche Aluminiumlegierungen zuverlässig verbinden, aber nur, wenn der Prozess sorgfältig eingestellt wird. Durch die Kombination geplanter Experimente mit statistischer Modellierung identifiziert diese Studie ein konkretes Rezept aus Werkzeugdrehzahl, -form, Druck und Vorschub, das eine starke, harte und zugleich noch ausreichend duktile Verbindung zwischen AA2014 und AA5052 liefert. Die optimierte Naht vermeidet innere Defekte und erzielt ein ausgewogenes Eigenschaftsprofil ganz ohne Nachbehandlung durch Wärme — ein praktischer Weg zu leichteren, effizienteren Strukturen, die den Mischlegierungsansatz besser nutzbar machen.
Zitation: Soundararjan, S., Jeevakarunya, C., Raj Kumar, P. et al. Friction stir welding parameter optimization for dissimilar AA2014 and AA5052 aluminium alloys. Sci Rep 16, 7138 (2026). https://doi.org/10.1038/s41598-026-37562-3
Schlüsselwörter: Reibreibschweißen, Aluminiumlegierungen, Schweißoptimierung, Leichtbau, Mikrostruktur