Clear Sky Science · de
Optimierung der ultraschnellen Laserablation von Edelstahl im Burst‑Modus auf Basis experimentell validierter Simulationen und analytischer Modellierung
Scharf schneiden bei weniger Wärme
Von medizinischen Implantaten bis zu Präzisionswerkzeugen beruhen viele Technologien des Alltags auf feinen Strukturen in Metallen. Ultraschnelle Laser – Pulse, die eine Millionstel eines Millionstels einer Sekunde dauern – können Metall mit außergewöhnlicher Präzision formen, arbeiten aber oft nicht schnell genug für industrielle Anwendungen. Diese Studie untersucht eine intelligentere Abgabestrategie, den sogenannten „Burst‑Modus“, um Edelstahl effizienter zu entfernen und gleichzeitig die feine Kontrolle zu erhalten, die ultraschnelle Laser so attraktiv macht.
Ein großen Blitz in viele winzige aufteilen
Statt einen einzelnen starken Laserpuls auf eine Stahloberfläche zu senden, teilt der Burst‑Modus diese Energie in eine schnelle Folge kleinerer Subpulse, die nur wenige Nanosekunden auseinander liegen. 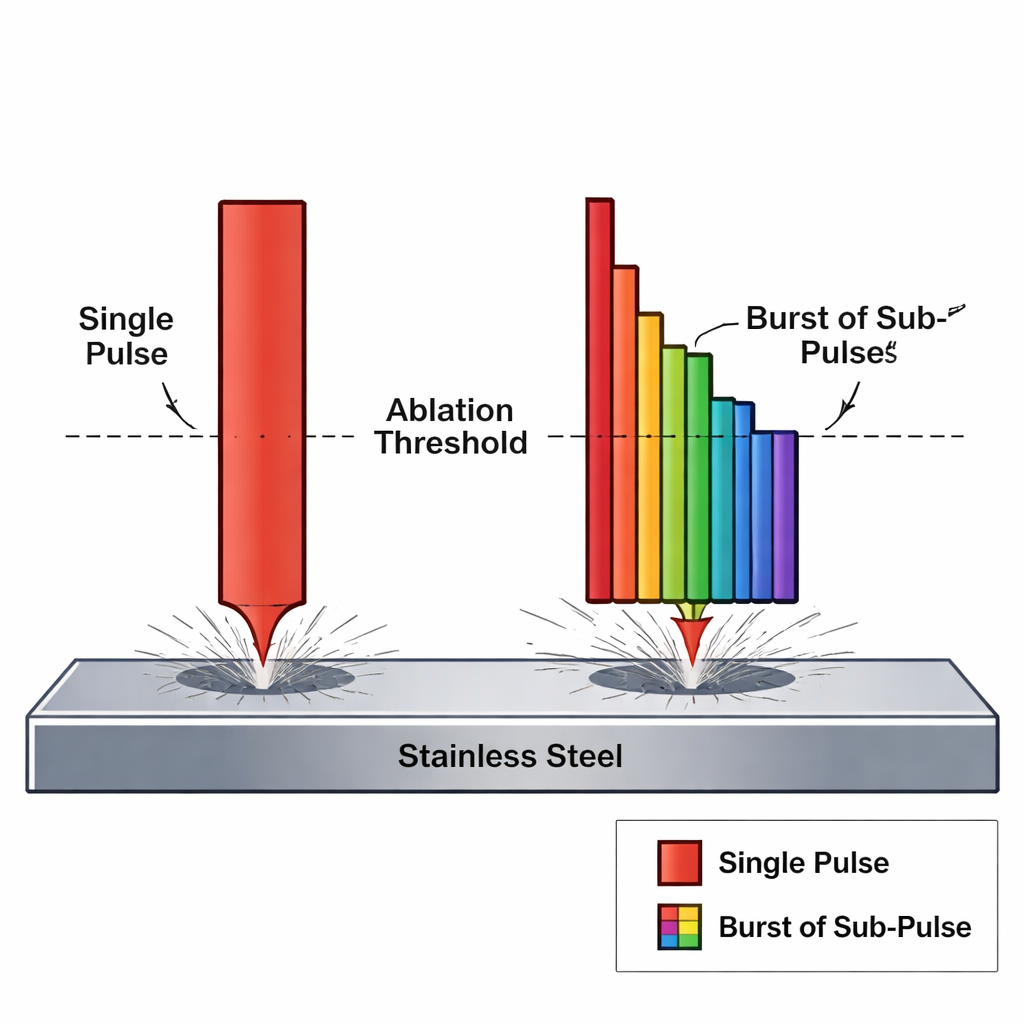
Der Hitze im Metall folgen
Um das zu beantworten, verwendet das Team ein etabliertes „Zweistoffmodell“ und erweitert es. Vereinfacht gesagt erwärmen sich bei einem ultraschnellen Puls zuerst die Elektronen, die dann schnell Energie an das Atomgitter übertragen. Die Forscher simulieren dieses zweistufige Aufheizen und schalten dann auf ein konventionelleres Wärmediffusionsmodell um, sobald Elektronen und Atome gleiche Temperatur erreicht haben. Diese clevere Übergabe zwischen Modellen macht langdauernde Simulationen praktikabel, selbst wenn Dutzende Subpulse in schneller Folge eintreffen. Die Berechnungen verfolgen, wie sich die Temperatur aufbaut, wie Material abgetragen wird und wie sich die Oberflächengestalt bei jedem Subpuls verändert.
Experimente, die die Rechnungen prüfen
Simulationen allein reichen nicht aus, deshalb führen die Autoren kontrollierte Experimente mit einem kommerziellen Femtosekundenlasersystem im Burst‑Modus durch. Sie polieren Edelstahl auf eine sehr glatte Oberfläche und beschießen ihn mit einzelnen Bursts bei verschiedenen Gesamtenergien und unterschiedlichen Anzahlen von Subpulsen, anschließend vermessen sie die winzigen Krater mit hochauflösender optischer Profilometrie. Über viele Wiederholungen analysieren sie statistisch Tiefe und Durchmesser der abgetragenen Stellen. Die gemessenen Trends – wie die Tiefe mit Fluenz und Subpulszahl wächst, sich sättigt oder verschwindet – werden direkt mit den Vorhersagen des Modells verglichen.
Den Sweetspot für jeden einzelnen Subpuls finden
Die kombinierten Ergebnisse zeigen ein klares Muster. Ist jeder Subpuls zu schwach, wird nichts entfernt: die Energie bleibt unter der „SchwellenfluenZ“, die nötig ist, um Material zu lösen. Überschreitet die Energie pro Subpuls diese Schwelle, steigt die Ablationstiefe und erreicht bei einer gut definierten „optimalen“ Fluenz pro Subpuls ein Maximum. Werden die Subpulse jedoch zu stark, sinkt die Effizienz – zusätzliche Energie überhitzt bereits abgetragenes Material, statt tiefer zu schneiden. 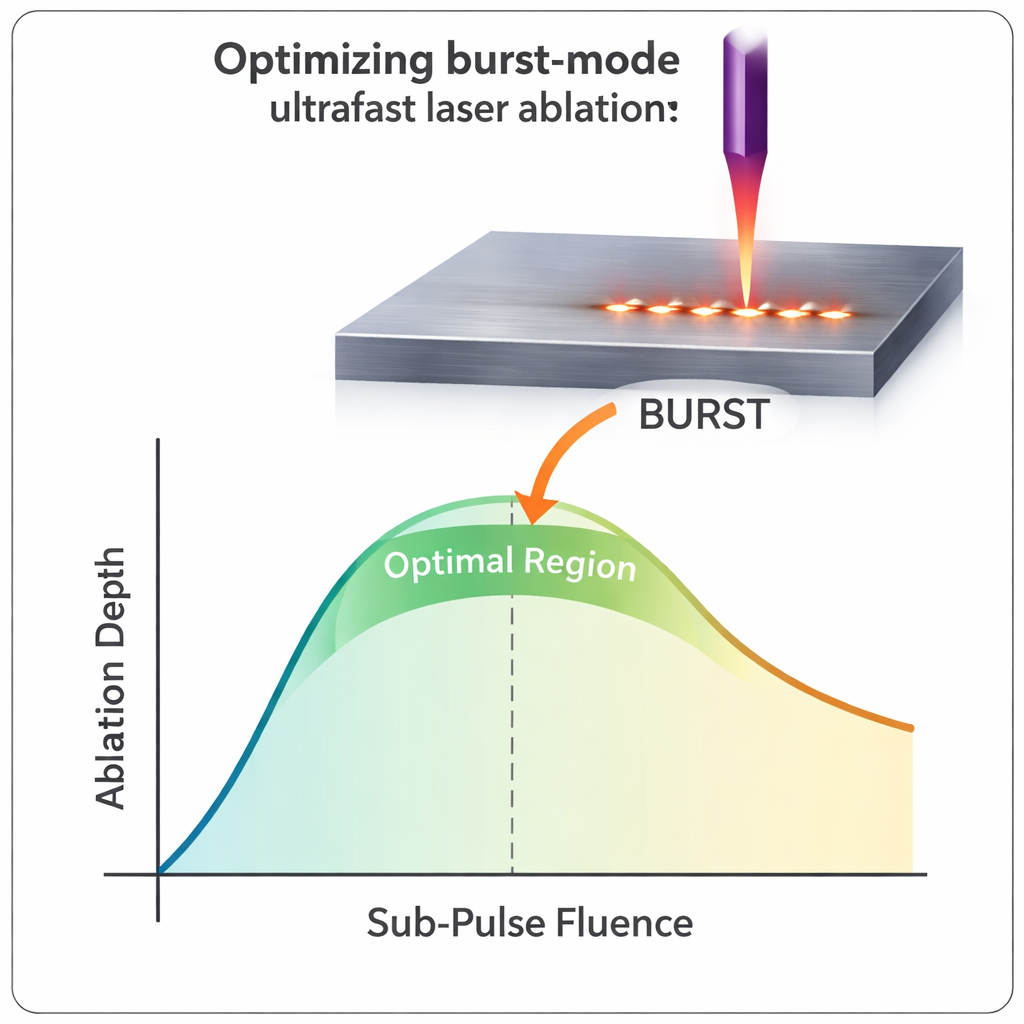
Einfache Formeln für schnelle industrielle Entscheidungen
Um diese Erkenntnisse in der Fertigung nutzbar zu machen, destillieren die Autoren ihre detaillierten Simulationen in zwei kompakte analytische Modelle. Das eine verwendet eine einfache logarithmische Formel, um die Tiefe aus Fluenz und Subpulszahl abzuschätzen – geeignet für schnelle Abschätzungen. Das zweite kombiniert eine lineare Beschreibung bei niedrigen Energien mit einer logarithmischen bei höheren Energien, um die Daten über einen größeren Bereich besser zu treffen. Beide Modelle identifizieren im Wesentlichen denselben optimalen Energiebereich pro Subpuls und erklären, warum es bei hoher Gesamtleistung effektiver sein kann, die Energie in viele wohlgewählte Subpulse aufzuteilen, statt den Laser einfach stärker einzustellen.
Was das für die reale Fertigung bedeutet
Einfach gesagt zeigt die Studie, dass es genauso sehr darauf ankommt, wie die Laserenergie abgegeben wird, wie wie viel Energie geliefert wird. Für die ultraschnelle Bearbeitung von Edelstahl kann das Aufteilen eines kräftigen Pulses in einen Burst aus kleineren, sorgfältig abgestimmten Subpulsen pro Einheit Energie mehr Material entfernen, feine Merkmale erhalten und übermäßige Erwärmung vermeiden. Die validierten Computermodelle und die einfachen Formeln liefern ein Werkzeugset, das Maschinenbauer und Prozessingenieure nutzen können, um Burst‑Parameter für schnellere, sauberere und zuverlässigere Laserbearbeitung in zukünftigen industriellen Anwendungen festzulegen.
Zitation: Omeñaca, L., Olaizola, S.M., Rodríguez, A. et al. Optimization of ultrafast laser ablation of stainless steel in burst mode based on experimentally validated simulations and analytical modelling. Sci Rep 16, 6295 (2026). https://doi.org/10.1038/s41598-026-37443-9
Schlüsselwörter: ultraschnelle Laserablation, Burst‑Modus‑Bearbeitung, Mikrobearbeitung von Edelstahl, Zweistoffmodell, Optimierung der Laserfertigung