Clear Sky Science · de
Experimentelle und numerische Analyse des Kaltumformens von kommerziell reinem Aluminium
Bauteile aus Metall mit weniger Abfall formen
Von Fahrzeugachsen bis zu Flugzeugbeschlägen beginnen viele Alltagsprodukte als Metallstücke, die in Form gepresst werden. Dieses Pressen, Schmieden genannt, kann verschwenderisch sein, wenn hinterher große Materialmengen weggefräst werden müssen. Die hier beschriebene Studie untersucht, wie Bauteile aus Aluminium so ausgelegt werden können, dass sie beim Schmieden bereits sehr nahe an der Endform liegen, wodurch Abfall, Energieverbrauch und Kosten reduziert werden.
Der Endform nahekommen
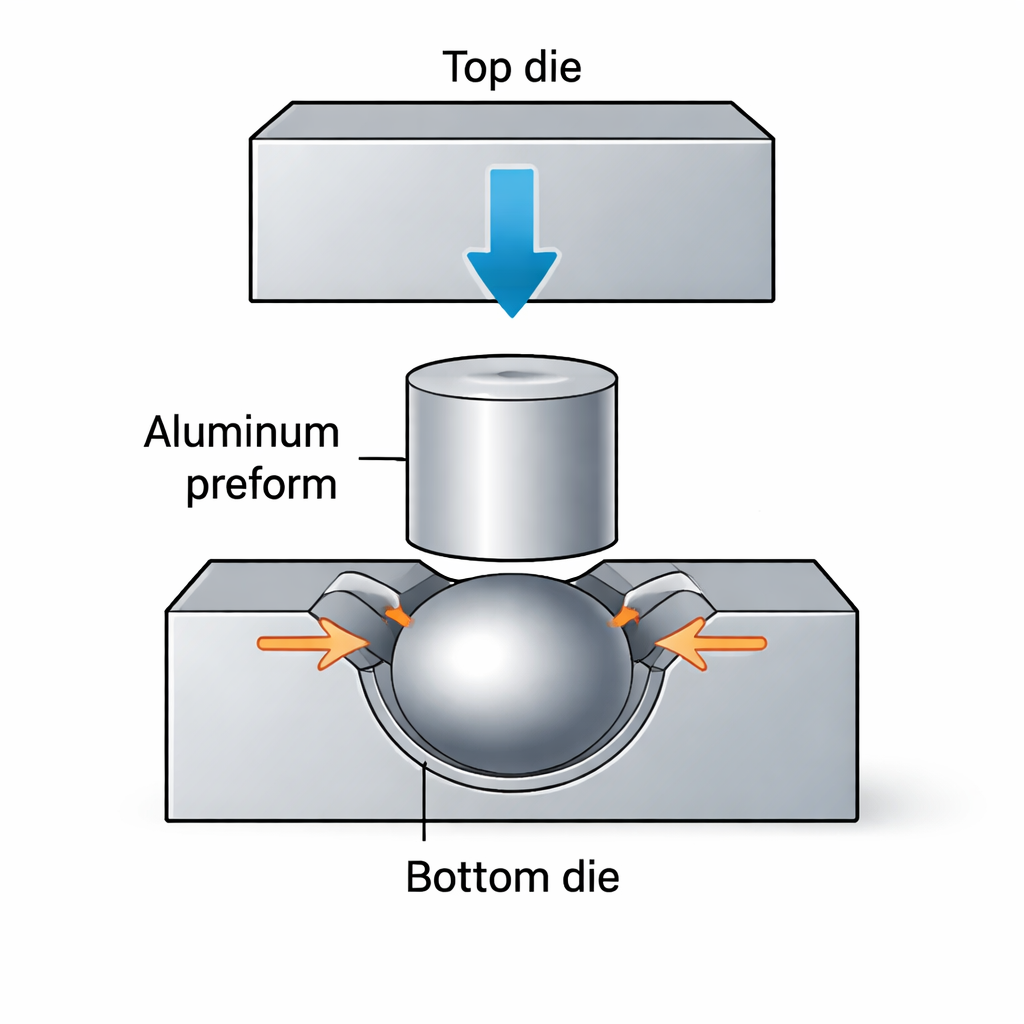
Die Forschung konzentriert sich auf das sogenannte „Near-Net-Shape“-Schmieden, bei dem ein Metallteil aus der Presse fast gebrauchsfertig ist. Die Autorinnen und Autoren arbeiteten mit kommerziell reinem Aluminium, einem leichten Metall, das in Fahrzeugen, Flugzeugen und in der Schifffahrt häufig eingesetzt wird. Ihr Zielteil war eine Metallkugel mit 40 Millimetern Durchmesser, geformt in einer passenden sphärischen Kavität eines Stahlwerkzeugs, der geschlossenen Matrize. Statt durch Versuch und Irrtum in der Werkshalle zu arbeiten, nutzten sie Computersimulationen zur Auslegung des Ausgangsstücks—des sogenannten Vorforms—sodass es die sphärische Kavität sauber ausfüllt, ohne übermäßigen Grat zu erzeugen; jene dünnen Metalllamellen, die später abgeschnitten werden müssen.
Untersuchen verschiedener Ausgangsformen
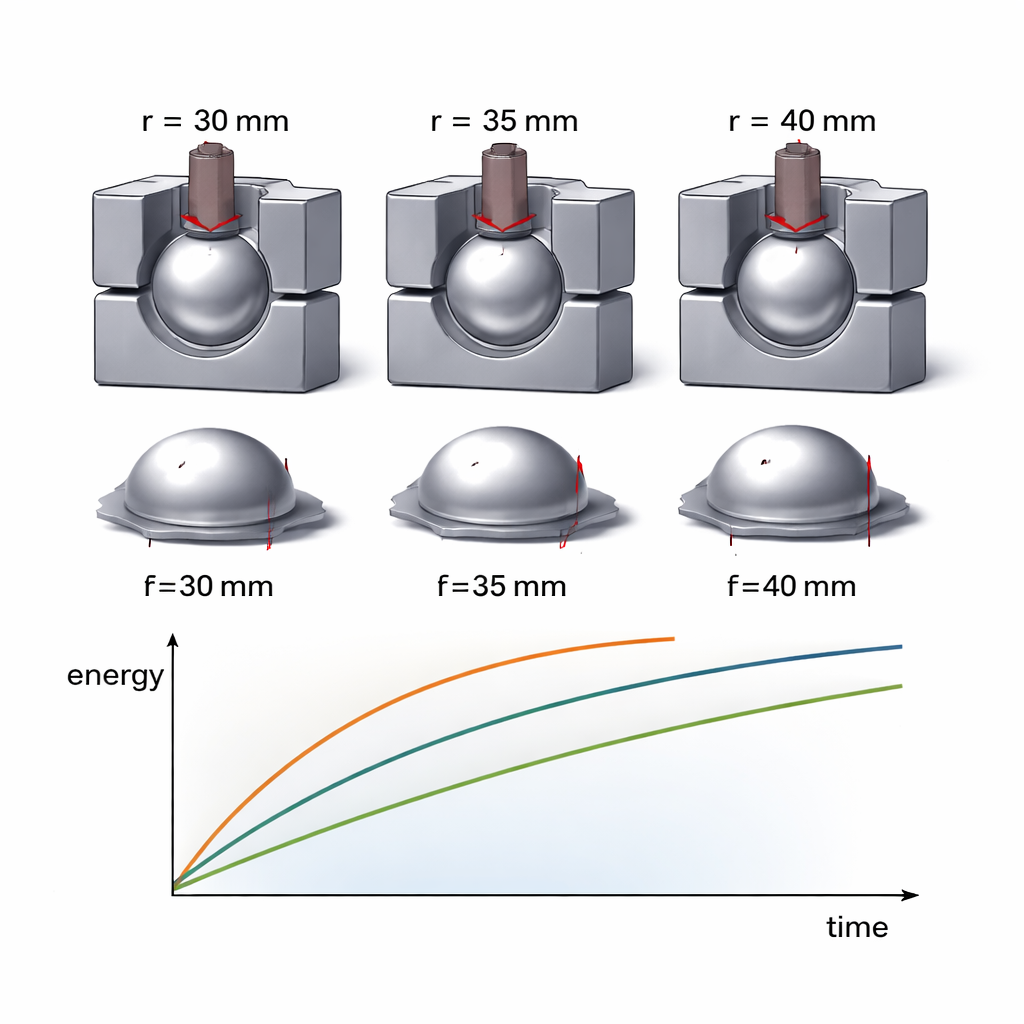
Das Team verglich mehrere Vorform-Designs, die alle dasselbe Aluminiumvolumen verwendeten. Zuerst betrachteten sie einfache rechteckige und zylindrische Blöcke. Die Simulation zeigte schnell, dass der rechteckige Block Material in die Ecken der Matrize drückte, was zu starkem Grat und einer verformten Endform führte. Der einfache Zylinder schnitt besser ab, hinterließ jedoch immer noch flache Stellen statt einer glatten Kugel. Um das Ergebnis zu verbessern, ergänzten die Forschenden dem Zylinder ein abgerundetes Ende. Sie testeten dann drei Varianten dieses Designs, jeweils mit unterschiedlicher Endkrümmung—entsprechend Kugelradien von 40, 35 und 30 Millimetern—bei konstantem Volumen. Mittels Finite-Elemente-Software verfolgten sie, wie das Metall beim Herabdrücken der oberen Matrize nach außen und in die Kavität floss.
Dem Metallfluss und der benötigten Energie folgen
Die Computermodelle zeigten, dass sich das Aluminium beim Schmieden zunächst leicht nach außen verteilt, dann aber zunehmendem Widerstand begegnet, wenn die Kavität sich füllt und innere Gegenkräfte ansteigen. Bei jeder Vorform nahm die zum Weiterpressen erforderliche Energie mit der Zeit stetig zu, hauptsächlich wegen Reibung zwischen Metall und Matrize und weil das Material beim Verformen härtet. Unter den drei abgerundeten Zylindern füllte die Variante mit dem kleinsten Endradius von 30 Millimetern die sphärische Kavität am gleichmäßigsten und erforderte die geringste Energie. Ihre begrenzte Kontaktfläche reduzierte Reibung und das Volumen, das in enge Bereiche gedrückt werden musste, und verbesserte so die Umformeffizienz.
Abgleich der Simulation mit der Realität
Um zu prüfen, ob die Simulationen das reale Verhalten abbilden, führten die Forschenden Kaltumformversuche bei Raumtemperatur mit einer 100‑Tonnen-Prüfmaschine und gehärteten Stahlmatrizen durch. Sie fertigten Aluminiumrohlinge in den maßeingestellten Vorform-Abmessungen und schmiedeten sie in die sphärische Kavität. Die geschmiedeten Teile kamen nahezu kugelförmig heraus, ohne Grat und mit sauberer Oberfläche, was bestätigte, dass das Vorform-Design tragfähig war. Allerdings erforderte der tatsächliche Prozess rund 13 % mehr Energie als prognostiziert, und die fertigen Kugeln waren etwas ovaler als das Modell annahm. Diese Abweichungen wurden hauptsächlich auf stärkere Reibung und ausgeprägtere Verfestigung im realen Material zurückgeführt als in den vereinfachten Softwareannahmen berücksichtigt.
Warum das für die Fertigung wichtig ist
Am Ende zeigt die Studie, dass sorgfältig gestaltete Vorformen, gestützt durch detaillierte Computersimulationen, Herstellern helfen können, Aluminiumteile näher an der Endform zu schmieden, weniger Energie zu verbrauchen und weniger Ausschuss zu erzeugen. Zwar erfassen Simulationen nicht jede Nuance von Reibung und Materialverhalten, doch erwiesen sie sich als ausreichend genau, um die Vorformauslegung zu leiten und viele kostspielige Probeversuche zu vermeiden. Die zentrale Erkenntnis für die Leserschaft ist, dass kluge virtuelle Tests die Metallumformung sauberer, günstiger und präziser machen können—und so die Grundlage für eine bessere, effizientere Produktion von Komponenten in Autos, Flugzeugen und anderen anspruchsvollen Anwendungen legen.
Zitation: Sahu, K., Singh, M., Choudhary, H. et al. Experimental and numerical analysis on cold forging of commercially pure aluminum. Sci Rep 16, 6961 (2026). https://doi.org/10.1038/s41598-026-37220-8
Schlüsselwörter: Kaltumformen, Aluminium, Near-Net-Shape, Finite-Elemente-Simulation, Werkzeugdesign