Clear Sky Science · de
Reduzierung der Abhängigkeit von Labels bei der zustandsbasierten Überwachung von Bohrern mittels vibrationsbasierter Masked‑Feature‑Vortrainierung
Warum schlauere Bohrwerkzeuge auf dem Fabrikboden wichtig sind
In modernen Fabriken schneiden winzige Bohrerspitzen leise tausende präziser Löcher in Metallbauteile. Wenn diese Werkzeuge verschleißen oder ausbrechen, können die Folgen erheblich sein: Bauteile geraten außer Toleranz, Oberflächen werden rau, und Maschinen stehen still, während Mitarbeitende die Ursache suchen. Diese Studie untersucht einen neuen Weg, Bohrer über ihre Vibrationen „abzuhören“ und mit künstlicher Intelligenz ihren Zustand zu beurteilen — und das bei drastisch reduziertem Bedarf an menschlich gelabelten Daten, die normalerweise für das Training solcher Systeme nötig sind.
Den verborgenen Verlauf in Vibrationen wahrnehmen
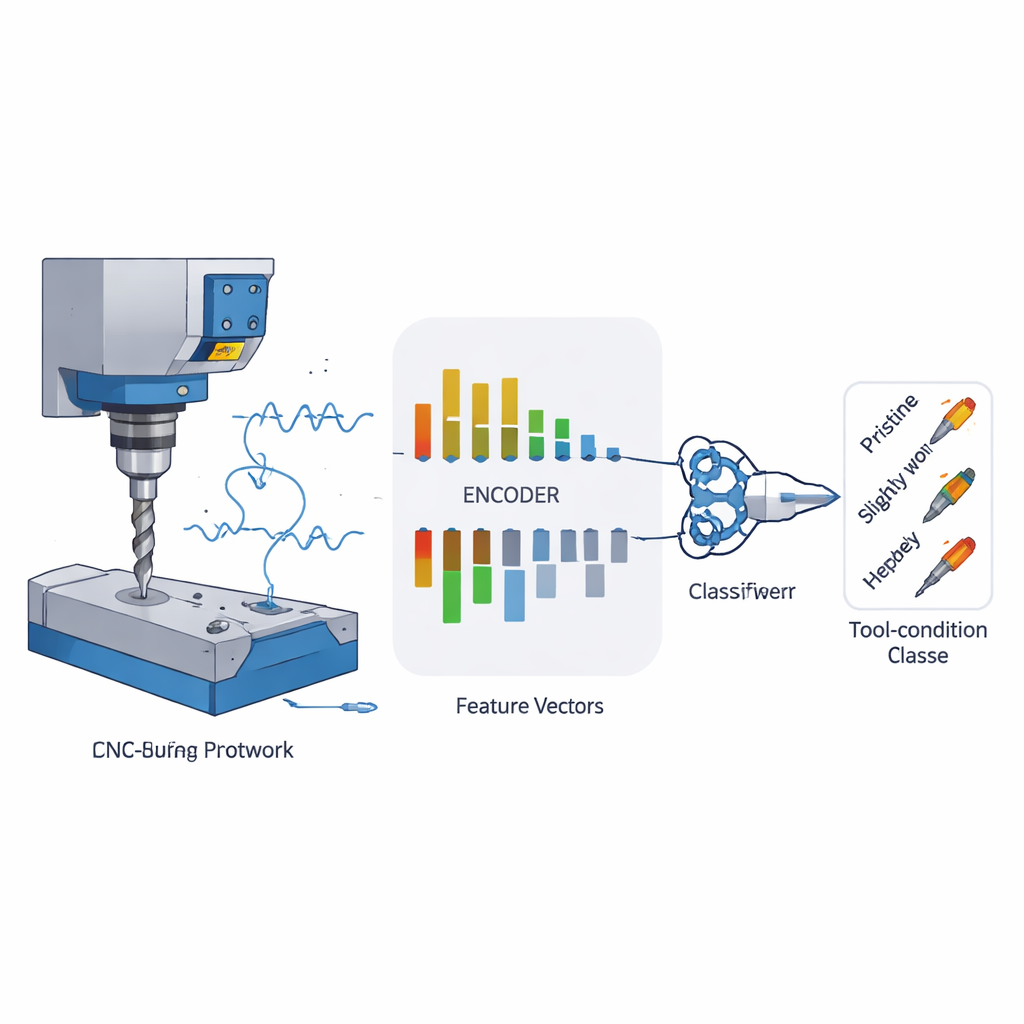
Während ein Bohrer rotiert und schneidet, entstehen komplexe Vibrationen, die sich verändern, wenn das Werkzeug von neuwertig zu verschlissen oder beschädigt übergeht. Die Forschenden montierten einen empfindlichen Beschleunigungssensor am Spindelgehäuse einer vertikalen Bearbeitungsmaschine und zeichneten Vibrationssignale während des Bohrens auf. Sie konzentrierten sich auf den stabilen Teil des Bohrvorgangs, zerschnitten die Signale in kurze Zeitfenster und reinigten sie mittels waveletbasierter Rauschunterdrückung, sodass verschleißbedingte Muster deutlicher hervortraten. Aus jedem Fenster extrahierten sie 20 einfache numerische Deskriptoren, die beschreiben, wie stark, spitz und verteilt die Vibrationen in Zeit und Frequenz sind — etwa Mittelwert, Variabilität, schockartige Spitzen und wie sich die Energie über tiefe und hohe Frequenzen verteilt.
Ein Modell lehren, ohne ihm die Antworten zu verraten
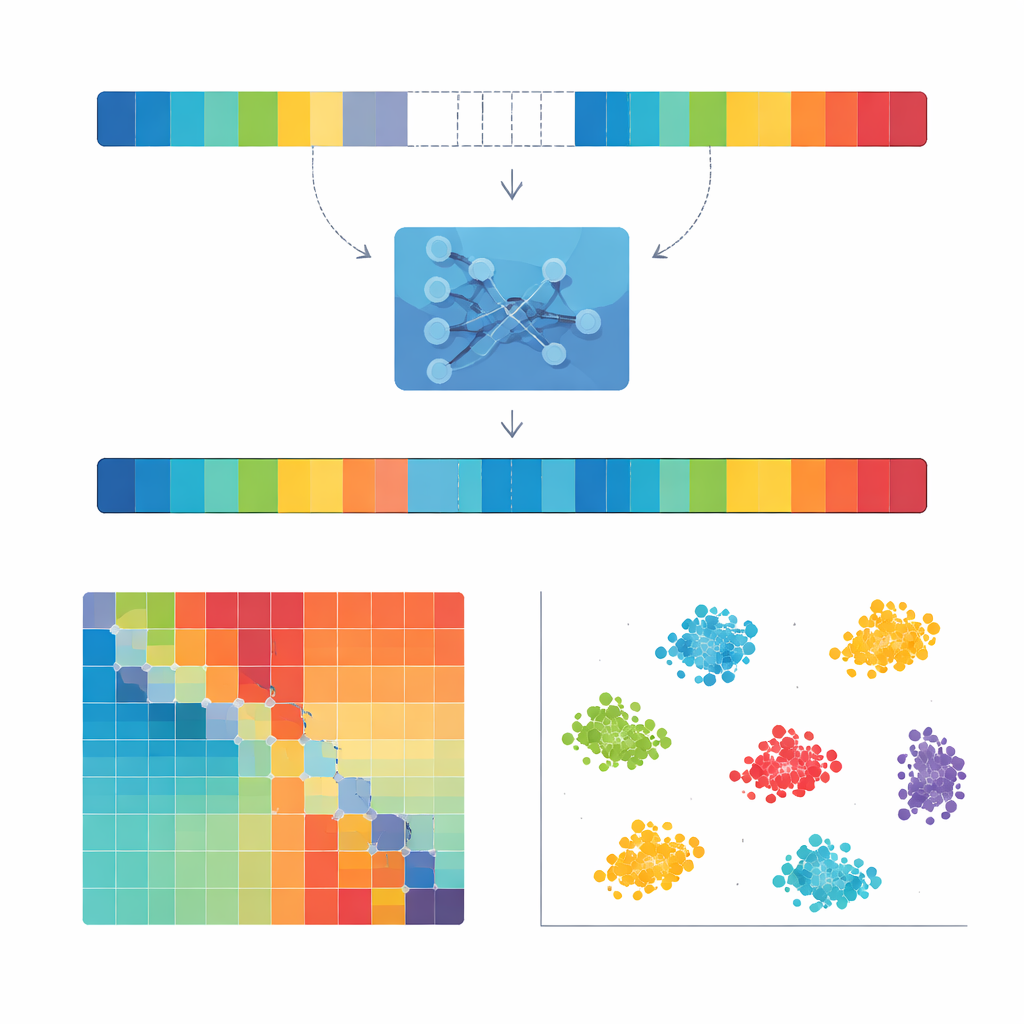
Ein großes Hindernis in der Industrie ist, dass normalerweise jede Vibrationsprobe von einer Expertin oder einem Experten als „gesund“ oder als bestimmte Verschleißform gelabelt werden muss, was zeitaufwändig und teuer ist. Um das zu umgehen, verwendeten die Autorinnen und Autoren eine Strategie namens selbstüberwachtes Lernen. Anstatt das Modell von Anfang an mit gelabelten Beispielen zu füttern, bauten sie ein System, das lernt, indem es versucht, fehlende Teile zu ergänzen. Für jeden Vibrationsmerkmalvektor wurden zufällig ein Viertel der Werte verborgen, und ein neuronales Netzwerk sollte genau jene fehlenden Teile aus den verbleibenden vorherhersagen. Die Eingabe kombinierte die tatsächlichen Merkmale mit einem einfachen Indikator, der zeigte, welche Einträge verborgen waren. Indem das Netz dieses Rätsel wiederholt löste, entdeckte es, wie verschiedene Vibrationsmerkmale voneinander abhängen, und bildete eine kompakte interne Darstellung des Bohrverhaltens, ohne je Verschleißlabels zu sehen.
Von verborgenen Mustern zu klaren Entscheidungen zur Werkzeuggesundheit
Nachdem diese Vortrainierungsphase abgeschlossen war, wurde der Rekonstruktionskopf entfernt und ein leichtgewichtiger Klassifikator an die gelernte Darstellung angeschlossen. Erst dann führte das Team eine überschaubare Menge gelabelter Daten für sieben Zustände ein: gesund, Kantenausbruch, Verschleiß an der äußeren Ecke, Freiflächenverschleiß, Verschleiß an der Stechfase, Kraterverschleiß und Randverschleiß. Der Klassifikator lernte, die internen Vibrations‑„Fingerabdrücke“ diesen Klassen zuzuordnen. Auf einem separaten Testsatz identifizierte das System den Werkzeugzustand in mehr als 99 % der Fälle korrekt, mit nahezu perfekter Ausgewogenheit über alle Verschleißtypen. Eine gewisse Verwechslung trat zwischen Kantenausbruch und Kraterverschleiß auf — zwei Modi, die naturgemäß sehr ähnliche hochfrequente Schockmuster erzeugen —, doch insgesamt stimmten die Vorhersagen eng mit Expertenlabels überein, wie starke Zusammenfassungsstatistiken und eine saubere Konfusionsmatrix zeigen.
Mehr erreichen mit deutlich weniger gelabelten Beispielen
Die wahre Stärke dieses Ansatzes zeigt sich, wenn gelabelte Daten knapp sind. Die Autorinnen und Autoren reduzierten schrittweise die Anzahl gelabelter Proben, die der Klassifikator sehen durfte — bis hinunter auf nur 10 % der üblichen Trainingslabels —, während sie das gleiche selbstüberwachte Vortraining auf ungelabelten Vibrationen beibehielten. Selbst in dieser anspruchsvollen Situation blieb die Genauigkeit über 94 %, während herkömmliche Machine‑Learning‑ und Deep‑Learning‑Modelle, die ausschließlich auf Labels angewiesen waren, 15–25 Prozentpunkte oder mehr verloren. Zusätzliche Analysen zeigten, dass die Merkmale, die das Modell als besonders wichtig einstuft — etwa Energie im Tieffrequenzbereich sowie Maße für spektrale „Unordnung“ und Impulsivität — gut mit bekannten physikalischen Signaturen von Verschleiß übereinstimmen. Die Visualisierung des gelernten Merkmalsraums offenbarte enge, klar getrennte Cluster für die meisten Verschleißzustände, was darauf hindeutet, dass die interne Sicht des Modells auf die Daten sowohl strukturiert als auch physikalisch aussagekräftig ist.
Welche Bedeutung das für reale Fabriken hat
Für Herstellerinnen und Hersteller weist diese Arbeit einen praktikablen Weg zu einer intelligenten, vibrationsbasierten Bohrüberwachung, die keine riesigen, sorgfältig gelabelten Datensätze verlangt. Indem ein Modell zunächst lernt, fehlende Teile von konstruierten Vibrationsmerkmalen vorherzusagen, baut das System ein reiches Verständnis normalen und fehlerhaften Schneidverhaltens auf, das anschließend mit einer vergleichsweise kleinen Anzahl Expertenlabels verfeinert werden kann. Das Ergebnis ist ein label‑effizienter, interpretierbarer Werkzeugzustandsmonitor, der subtile Verschleiß‑ und Schadenserscheinungen erkennt, bevor sie zu Ausschuss oder Stillstand führen, und der bei veränderten Bedingungen auf dem Fabrikboden nachtrainiert oder angepasst werden kann.
Zitation: Chandan, M.N., Badadhe, A., Kebede, A.W. et al. Reducing label dependence in vibration-based drill-bit condition monitoring with masked feature pretraining. Sci Rep 16, 6555 (2026). https://doi.org/10.1038/s41598-026-37192-9
Schlüsselwörter: Werkzeugverschleißüberwachung, Vibrationsanalyse, selbstüberwachtes Lernen, Bohrvorgang, Zustandsüberwachung