Clear Sky Science · de
Vergleichende Analyse von Kupfer- und Graphitelektroden beim Funkenerodieren (EDM) von Al–SiC Metallmatrixverbundwerkstoffen
Warum das für High-Tech-Maschinen wichtig ist
Von Windkraftanlagen bis zu Raumfahrzeugen verlassen sich viele moderne Maschinen auf leichte Metallteile, die intensiver Hitze und Belastung standhalten müssen. Aluminium–Siliziumcarbid (Al–SiC) Metallmatrixverbundwerkstoffe erfüllen diese Anforderungen, sind aber mit herkömmlichen Schneidwerkzeugen schwer zu bearbeiten. Diese Arbeit untersucht, wie ein fortgeschrittener, funkenbasierter Prozess – das Elektroerosionsschneiden (EDM) – diese zähen Verbunde effizienter formen kann, und stellt eine praktische Frage: Ist Kupfer oder Graphit das bessere Werkzeugmaterial für diesen Einsatz?
Metalle mit Funken statt mit Klingen formen
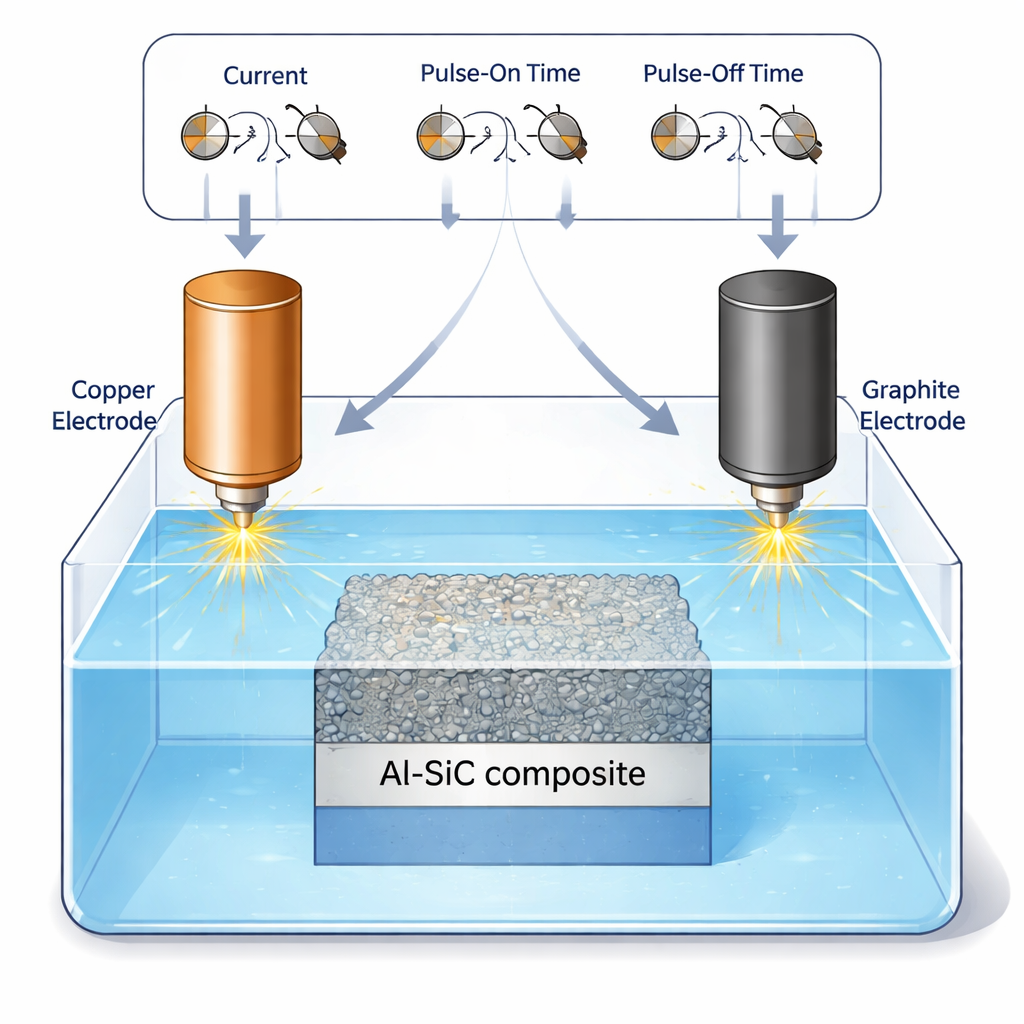
EDM funktioniert ganz anders als Fräsen oder Bohren. Bei einer Senkerodiermaschine sind eine massive Werkzeugelektrode und das Werkstück beide in einem Bad aus isolierendem Fluid, typischerweise Kerosin, getaucht. Sobald eine gesteuerte Spannung angelegt wird und der Spalt zwischen Elektrode und Werkstück sehr klein ist, springen zahlreiche winzige elektrische Funken über den Spalt. Jeder Funke erhitzt das Metall lokal auf mehrere tausend Grad Celsius, wodurch mikroskopische Materialpartikel schmelzen und verdampfen. Durch das Scannen und Pulsieren dieser Funken können Hersteller präzise Hohlräume in Materialien erzeugen, die konventionelle Werkzeuge schnell abnutzen würden.
Warum Al–SiC-Verbundstoffe nützlich und zugleich problematisch sind
Al–SiC-Verbundwerkstoffe kombinieren eine bekannte Aluminiumlegierung mit harten Siliziumcarbid-Partikeln. Das Aluminium hält das Material leicht, korrosionsbeständig und relativ gut gießbar, während die Keramikpartikel Härte, Verschleißfestigkeit und Festigkeit deutlich erhöhen. Diese Eigenschaften machen Al–SiC attraktiv für bewegte Bauteile in Hochgeschwindigkeitssystemen wie Luft- und Raumfahrtkomponenten, Hochleistungsfahrzeugen und unbemannten Luftfahrzeugen. Der Nachteil ist, dass dieselben abrasiven Partikel, die den Verbund härten, auch Schneidwerkzeuge stark angreifen, was die Kosten erhöht und die herstellbaren Formen einschränkt. EDM umgeht dieses Problem, weil die Funken Material abtragen, ohne dass das Werkzeug die Oberfläche physisch abschleift.
Kupfer- und Graphitwerkzeuge im Test
Die Forscher verglichen zwei gebräuchliche EDM-Werkzeugmaterialien: hochleitfähiges Kupfer und hitzebeständiges Graphit. Mit einem statistisch geplanten Versuchsaufbau (Box–Behnken-Design) variierten sie drei zentrale Maschineneinstellungen – elektrischer Strom, die Dauer jedes Funkens (Pulse-on-Zeit) und die Pause zwischen den Pulsen (Pulse-off-Zeit). Für jede Kombination bestimmten sie, wie schnell Material vom Al–SiC-Werkstück entfernt wurde (Materialabtragsrate, MRR) und wie schnell das Werkzeug selbst verschliss (Werkzeugverschleißrate, TWR). Anschließend nutzten sie standardisierte statistische Methoden, um echte Trends von Zufallsrauschen zu trennen und mathematische Modelle zu entwickeln, die die Einstellungen mit den Bearbeitungsergebnissen verknüpfen.
Was die Funken über die Leistung verrieten
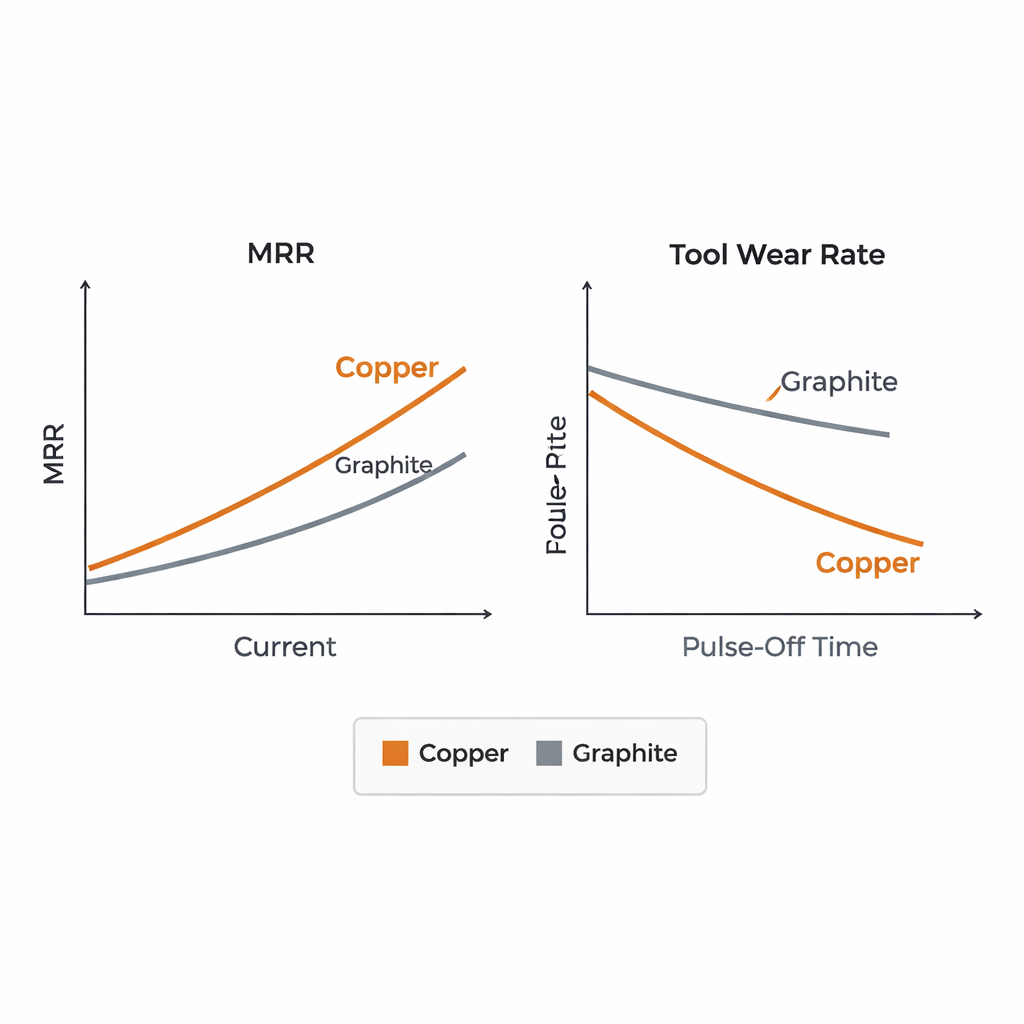
Bei beiden Werkzeugmaterialien führten höherer Strom und längere Pulse-on-Zeiten zu energiereicheren Funken, was die Bearbeitungsgeschwindigkeit des Verbunds erhöhte – gleichzeitig aber tendenziell den Werkzeugverschleiß ansteigen ließ. Längere Pulse-off-Zeiten wirkten dagegen wie Ruhepausen zwischen den Funken. Diese Unterbrechungen ließen das Werkzeug abkühlen und entfernten geschmolzene Rückstände, wodurch der Werkzeugverschleiß bei sowohl Kupfer als auch Graphit konsistent reduziert wurde. Beim direkten Vergleich der beiden Elektroden schnitt Kupfer deutlich besser ab: Es lieferte bis zu etwa 18 % höhere Materialabtragsraten bei ungefähr 25 % weniger Verschleiß. Mikroskopische Aufnahmen untermauerten diese Resultate und zeigten glattere, weniger beschädigte Oberflächen an Kupferwerkzeugen als an Graphitwerkzeugen nach der Bearbeitung.
Warum Kupfer die Nase vorn hat
Das überlegene Verhalten von Kupfer beruht vor allem auf seiner exzellenten Wärme- und elektrischen Leitfähigkeit. Kupfer verteilt die intensive Hitze jedes Funkens schnell, verringert lokale Schäden und stabilisiert den Funkenvorgang. Graphit verträgt zwar hohe Temperaturen, leitet Wärme aber nicht so effizient ab, sodass es stärkeren lokalisierten Verbrennungen und Kratern ausgesetzt ist. Für einen hitzeempfindlichen Verbund wie Al–SiC ist dieser Unterschied entscheidend: Kupfer ermöglicht schnelleres, gleichmäßigeres Bearbeiten mit weniger Kollateralschäden an Werkzeug und Werkstück. Die Studie benennt zudem ein praktisches Rezept für hohe Produktivität: Bei Kupferwerkzeugen ergab ein Strom von 9 A mit moderaten Pulse-on- und Pulse-off-Zeiten die höchste Materialabtragsrate.
Welche Bedeutung das für die industrielle Fertigung hat
Für Ingenieure und Hersteller ist die Botschaft klar. Beim EDM-Bearbeiten von Al–SiC-Metallmatrixverbundwerkstoffen sind Kupferelektroden im Allgemeinen die bessere Wahl, da sie schnelleres Entfernen von Material und längere Werkzeugstandzeiten als Graphit bieten. Durch sorgfältiges Abstimmen von Stromstärke und Pulstiming – und durch ausreichend Pausen zwischen den Funken, um Wärmeaufbau zu begrenzen – können Werkstätten komplexe Verbundteile effizienter und mit weniger Abfall fertigen. Diese Erkenntnisse helfen, die Lücke zwischen Laborforschung und Fabrikpraxis zu schließen und unterstützen den breiteren Einsatz fortschrittlicher Leichtbaumaterialien in anspruchsvollen Technologien.
Zitation: Shahapur, B., Barik, D., Majumder, H. et al. Comparative analysis of copper and graphite electrodes in EDM of Al–SiC metal matrix composites. Sci Rep 16, 6729 (2026). https://doi.org/10.1038/s41598-026-37162-1
Schlüsselwörter: Elektroerosionsbearbeitung, Aluminium-Siliziumcarbid-Verbund, Kupferelektrode, Graphitelektrode, Werkzeugverschleiß