Clear Sky Science · de
Modellierung und experimentelle Untersuchung der Schnittkräfte eines Kugelfräsers mit variabler Teilung beim Fünfachsfräsen
Warum gleichmäßigeres Metallspanen wichtig ist
Von Triebwerken bis zu Raumfahrzeugen sind viele moderne Maschinen auf Metallteile mit fließenden, gekrümmten Formen und dünnen Wänden angewiesen. Diese Teile müssen aus zähen Legierungen herausgearbeitet werden, doch schon kleinste Vibrationen oder übermäßige Kräfte beim Zerspanen können Spuren hinterlassen, das Material schwächen oder seine Lebensdauer verkürzen. Die vorliegende Studie geht eine praktische Frage an, die dem fortgeschrittenen Fertigungswesen zugrunde liegt: Wie lassen sich die Kräfte vorhersagen, die auf einen speziellen Fräser — einen Kugelfräser mit variabler Teilung — wirken, damit solche komplexen Teile schneller, genauer und mit geringerem Risiko von schädlichem Schwingen bearbeitet werden können?
Ein neuer Blick auf ein vertrautes Werkzeug
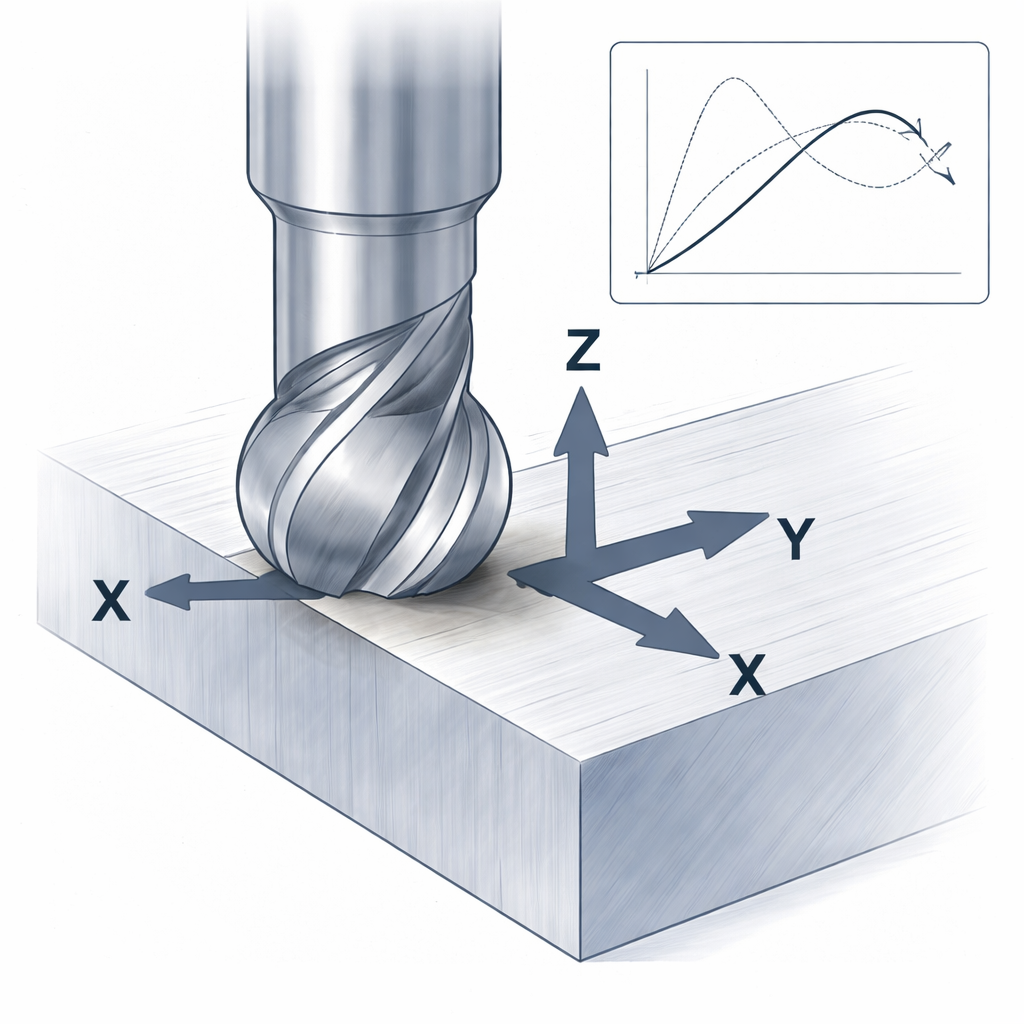
Kugelfräser sind weit verbreitete Werkzeuge, deren gerundete Spitzen glatte Flächen erzeugen können, die mit planer gestalteten Werkzeugen schwer erreichbar sind. Diese runde Form macht ihr Verhalten jedoch schwer vorhersehbar. Die Schnittgeschwindigkeit variiert von null an der Spitze bis zu einem Maximum an den Flanken, und in Mehrachsenmaschinen neigt und schwenkt das Werkzeug ständig. Darüber hinaus konzentriert sich diese Arbeit auf Werkzeuge mit „variabler Teilung“, bei denen die Abstände zwischen benachbarten Schneiden bewusst ungleichmäßig gestaltet sind. Diese unregelmäßige Anordnung hilft, Schwingungen aufzubrechen, verkompliziert aber auch das Entstehen der Schnittkräfte. Um dem gerecht zu werden, entwickeln die Autoren ein detailliertes mathematisches Modell, das die Geometrie und Bewegung eines solchen Werkzeugs mit den in der Realität auftretenden Kräften verknüpft.
Die unsichtbare Berührung zwischen Werkzeug und Metall abbilden
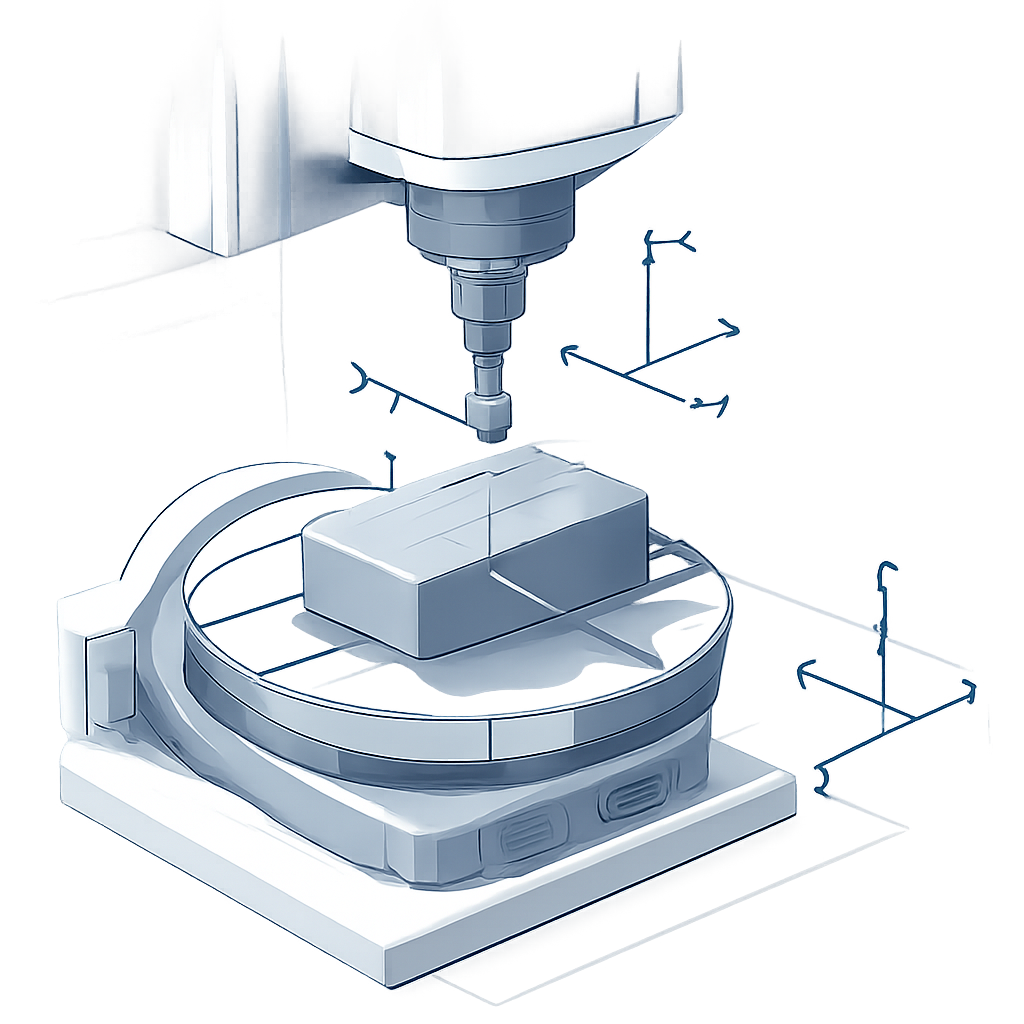
Kern der Arbeit ist eine sorgfältige Beschreibung, wie die Schneide tatsächlich mit dem Metall in Kontakt tritt. Die Autoren definieren mehrere Koordinatensysteme: eines am Werkzeugmaschinenbett, eines am Werkstück, eines am Werkzeug und eines, das der Vorschubrichtung folgt. Mit diesen Bezugssystemen beschreiben sie genau, wo sich jedes winzige Segment der Schneide zu jedem Zeitpunkt im Raum befindet. Anstatt zu versuchen, die vollständig dreidimensionale, bewegte Eingriffszone direkt zu verfolgen — was extrem komplex wäre — projizieren sie die Eingriffsfläche auf eine Ebene senkrecht zur Werkzeugachse. Diese elegante Vereinfachung erlaubt es, für jedes mikroskopische Stück der Schneide die Eintritts- und Austrittswinkel sowie die Eindringtiefe zu bestimmen.
Kräfte aus kleinen Teilen zusammensetzen
Sobald der Eingriff bekannt ist, behandelt die Studie die Schneide als Stapel sehr kleiner Elemente entlang der Werkzeugachse. Für jedes Element berechnet das Modell die Spanstärke und die Länge dieses Schneidenstücks. Die örtliche Schnittkraft wird dann in zwei Anteile aufgeteilt: einen durch Scherverformung des Materials und einen kleineren „Pflüg“-Effekt, wenn die Schneide reibt und drückt. Diese elementaren Kräfte werden in drei Richtungen ausgedrückt — tangential, radial und axial — anschließend in die X-, Y- und Z-Richtungen des Werkzeugs transformiert und über die gesamte Schneide aufsummiert. Da Werkzeuge mit variabler Teilung nicht auf jedem Zahn die gleichen Vorschubbedingungen haben, passt das Modell außerdem die Spanstärke zahnweise an und erfasst so, wie unregelmäßige Abstände das Kraftbild verändern und zur Dämpfung von Schwingungen beitragen.
Von Gleichungen zu realen Titanspänen
Ein Modell ist nur nützlich, wenn es mit der Realität übereinstimmt, daher führten die Forscher kontrollierte Fräsversuche an Titanlegierungsplatten durch — einem in der Luftfahrt wegen seiner Festigkeit und Hitzebeständigkeit weit verbreiteten Material. Mit einem vierzahnigen Kugelfräser mit variabler Teilung auf einer Fünfachsmaschine maßen sie die Kräfte in drei Richtungen mit einem präzisen Kraftsensor, während sie Schnitttiefe und Vorschub pro Zahn variierten. Statt üblicher Vollnuten-Schnitte verwendeten sie flache Züge, die echten Schlichtoperationen ähneln, bei denen oft nur ein Zahn gleichzeitig schneidet. Aus diesen Messungen ermittelten sie mittlere Kräfte für jeden einzelnen Zahn und nutzten diese zur Kalibrierung der unbekannten Schnittkraftkoeffizienten in ihren Gleichungen, sodass sich das Modell an das tatsächliche Verhalten von Werkzeug und Material anpassen lässt.
Wie gut die Vorhersagen halten
Mit den kalibrierten Koeffizienten führten die Autoren Simulationen unter denselben Bearbeitungsbedingungen wie in den Experimenten durch und verglichen vorhergesagte und gemessene Kräfte direkt. Wellenformen, Spitzen und Täler in allen drei Richtungen stimmten eng überein, und eine detaillierte Fehleranalyse zeigte, dass die Abweichung höchstens 6,74 Prozent betrug. Diese Genauigkeit reicht aus, um praktische Aufgaben zu unterstützen, etwa die Wahl sicherer Schnittparameter, das Vermeiden von Schwingungen und die Optimierung des Werkzeugdesigns. Die Studie zeigt außerdem, wie Änderungen der Neigungswinkel des Werkzeugs die Eingriffsfläche umformen und verlagern, wo entlang der Kugelspitze die Last getragen wird, und liefert dadurch ein anschaulicheres Bild für die Prozessplanung.
Was das für die zukünftige Fertigung bedeutet
Für Nichtfachleute lautet die Kernaussage, dass diese Arbeit eine wissenschaftlich fundierte Methode bietet, um vorherzusagen, wie sich ein komplexes Schneidwerkzeug verhalten wird, bevor Metall tatsächlich bearbeitet wird. Durch die Kombination geometrischer Einsichten, der Physik der Spanbildung und gezielter Experimente haben die Autoren ein Kraftmodell speziell für Kugelfräser mit variabler Teilung beim Mehrachsen-Schlichten entwickelt. Das kann Herstellern helfen, Maschinen stärker zu belasten, ohne die Oberflächengüte zu opfern, die Einrichtzeit durch Versuch-und-Irrtum zu verkürzen und Werkzeuge sowie Werkzeugwege so zu gestalten, dass Schwingungen unter Kontrolle bleiben. Langfristig unterstützen solche Modelle eine zuverlässigere Produktion leichter, leistungsfähiger Bauteile für Flugzeuge, Turbinen und andere anspruchsvolle Technologien.
Zitation: Tian, W., Zhou, J., Ren, J. et al. Modeling and experimental study of cutting forces of a variable pitch ball-end cutter in five-axis milling. Sci Rep 16, 6541 (2026). https://doi.org/10.1038/s41598-026-36982-5
Schlüsselwörter: Fünfachsfräsen, Werkzeuge mit variabler Teilung, Kugelfräsen, Modellierung von Schnittkräften, Bearbeitung von Titan