Clear Sky Science · de
Datengetriebene Optimierung der Zerspanungsparameter für Hastelloy C276 mithilfe von PSO- und TLBO-Frameworks
Warum dieses harte Metall wichtig ist
Von Jettriebwerken bis zu chemischen Reaktoren verlassen sich viele kritische Systeme auf Metalle, die extremen Temperaturen und aggressiven Chemikalien widerstehen. Hastelloy C276 ist eine dieser „Super“-Legierungen, doch seine Zähigkeit macht die spanende Bearbeitung zu einer notorisch schwierigen und teuren Aufgabe, wenn präzise Bauteile entstehen sollen. Diese Studie untersucht, wie sich dieses hartnäckige Metall sauberer, günstiger und nachhaltiger zerspanen lässt, indem fortschrittliche Kühlverfahren mit datenbasierter Computeroptimierung kombiniert werden.
Vier Ansätze, die beim Zerspanen kühlen
Die Forschenden konzentrierten sich auf einen Fräsprozess, bei dem ein rotierendes Werkzeug eine ebene Fläche aus einem Block Hastelloy C276 herausarbeitet. Sie verglichen vier verschiedene Methoden zur Kühlung und Schmierung der Schnittzone: kein Kühlmittel (Trockenbearbeitung), ein feiner Ölnebel mit minimalem Fluideinsatz (Mindestmengenschmierung, MQL), derselbe Nebel mit winzigen Keramikpartikeln angereichert (Nano-MQL) und ein Strahl sehr kalten Kohlendioxids (kryogenes CO₂). In einem strukturierten Versuchsplan mit 16 sorgfältig geplanten Durchläufen variierten sie die Schnittgeschwindigkeit und den Spanungsquerschnitt pro Umdrehung. Für jeden Versuch maßen sie vier praxisrelevante Kennwerte, die in der Fertigung zählen: die Oberflächengüte, die zum Schneiden erforderliche Kraft, die Werkzeugverschleißrate und die Temperatur in der Schnittzone. 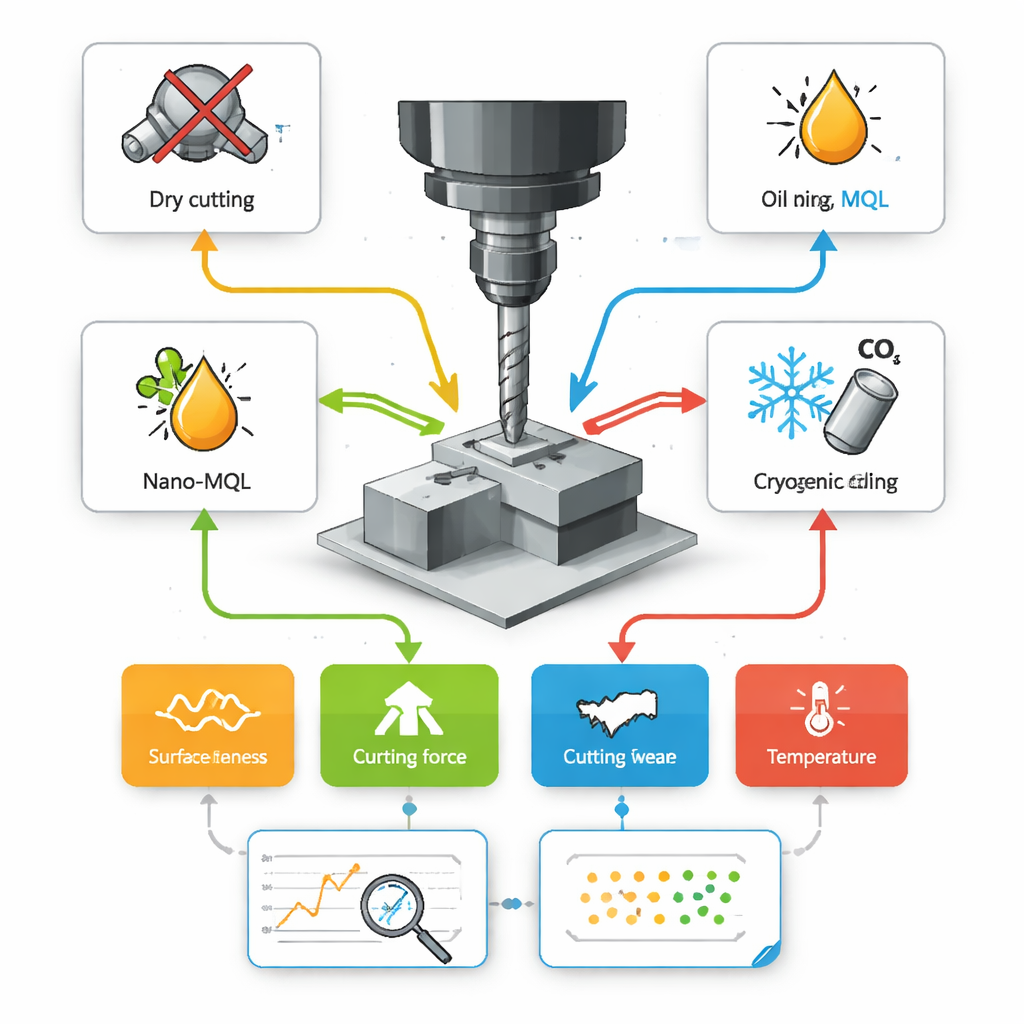
Was mit Werkzeug und Oberfläche passiert
Wie zu erwarten erhöhte sich bei härterer Beanspruchung mit höheren Geschwindigkeiten und stärkeren Vorschüben tendenziell die Schneidkraft, die Temperaturen stiegen und das Werkzeug verschliss schneller. Mikroskopische Aufnahmen zeigten, dass winzige Legierungsfragmente an der Schneide hafteten und dann abgerissen wurden — ein Prozess, der als Adhäsionsverschleiß bezeichnet wird —, während harte Partikel in der Legierung die Schneide wie Sandpapier zerkratzten und abrasiven Verschleiß verursachten. Diese Schadensformen traten unter allen Bedingungen auf, waren jedoch deutlich weniger ausgeprägt, wenn kryogene CO₂-Kühlung eingesetzt wurde. Der kalte CO₂-Schnee an der Werkzeug-Span-Schnittstelle entzog schnell Wärme und verringerte die Neigung des Metalls, an der Schneide anzuschweißen. Das verlangsamte nicht nur den Werkzeugverschleiß, sondern trug auch dazu bei, eine schärfere Schneide zu erhalten, was wiederum eine glattere Oberfläche am Bauteil zur Folge hatte.
Wie Kühlungswahl Kräfte und Wärme beeinflusst
Die Studie zeigte, dass die Trockenbearbeitung die schlechtesten Ergebnisse lieferte: raue Oberflächen, hohe Schnittkräfte und sehr heiße Werkzeuge. MQL und Nano-MQL verbesserten die Schmierung und führten zu moderaten Reduzierungen von Reibung und Temperatur, waren jedoch darin begrenzt, wie gut die Öltropfen den engen Raum erreichen konnten, in dem Werkzeug und Span aufeinandertreffen. Die kryogene CO₂-Variante stach hervor. Im Vergleich zur Trockenbearbeitung reduzierte sie Oberflächenrauheit und Schnittkraft um etwa 30–40 % und senkte deutlich die Temperaturen sowie den Werkzeugverschleiß. Der Grund liegt darin, dass sich hochdruckgefülltes CO₂ beim Durchströmen einer kleinen Düse ausdehnt und zu einem Spray aus kaltem „Schnee“ mit hoher Kühlleistung wird. Dieser Schnee verweilt kurz in der Schnittzone und entzieht große Wärmemengen, ohne ölige Rückstände auf dem Bauteil zu hinterlassen.
Algorithmen die besten Einstellungen finden lassen
Die Wahl der richtigen Kombination aus Schnittgeschwindigkeit, Vorschubrate und Kühlungsverfahren ist ein Balanceakt: Eine Einstellung kann eine glatte Oberfläche liefern, aber Werkzeuge schnell verschleißen lassen, während eine andere Werkzeuge schont, aber die Produktion verlangsamt. Um diese Zielkonflikte zu bewältigen, nutzte das Team zwei von der Natur inspirierte Computeralgorithmen. Der eine, Particle Swarm Optimization (PSO), ahmt eine Vogelschwarmsuche nach Nahrung nach; der andere, Teaching–Learning-Based Optimization (TLBO), imitiert, wie eine Klasse von Lernenden sowohl vom Lehrer als auch voneinander lernt. Die Forschenden ließen beide Algorithmen Schnittbedingungen finden, die gleichzeitig Oberflächenrauheit, Schnittkraft, Werkzeugverschleiß und Temperatur minimieren. Über viele simulierte Durchläufe landete PSO häufiger sehr nahe an der bestmöglichen Lösung, während TLBO schneller zu guten Ergebnissen kam und weniger Rechenaufwand benötigte. In beiden Fällen lag der empfohlene „Sweet Spot“ bei moderaten Schnittbedingungen kombiniert mit kryogener CO₂-Kühlung, und Experimente bestätigten die Genauigkeit der Vorhersagen. 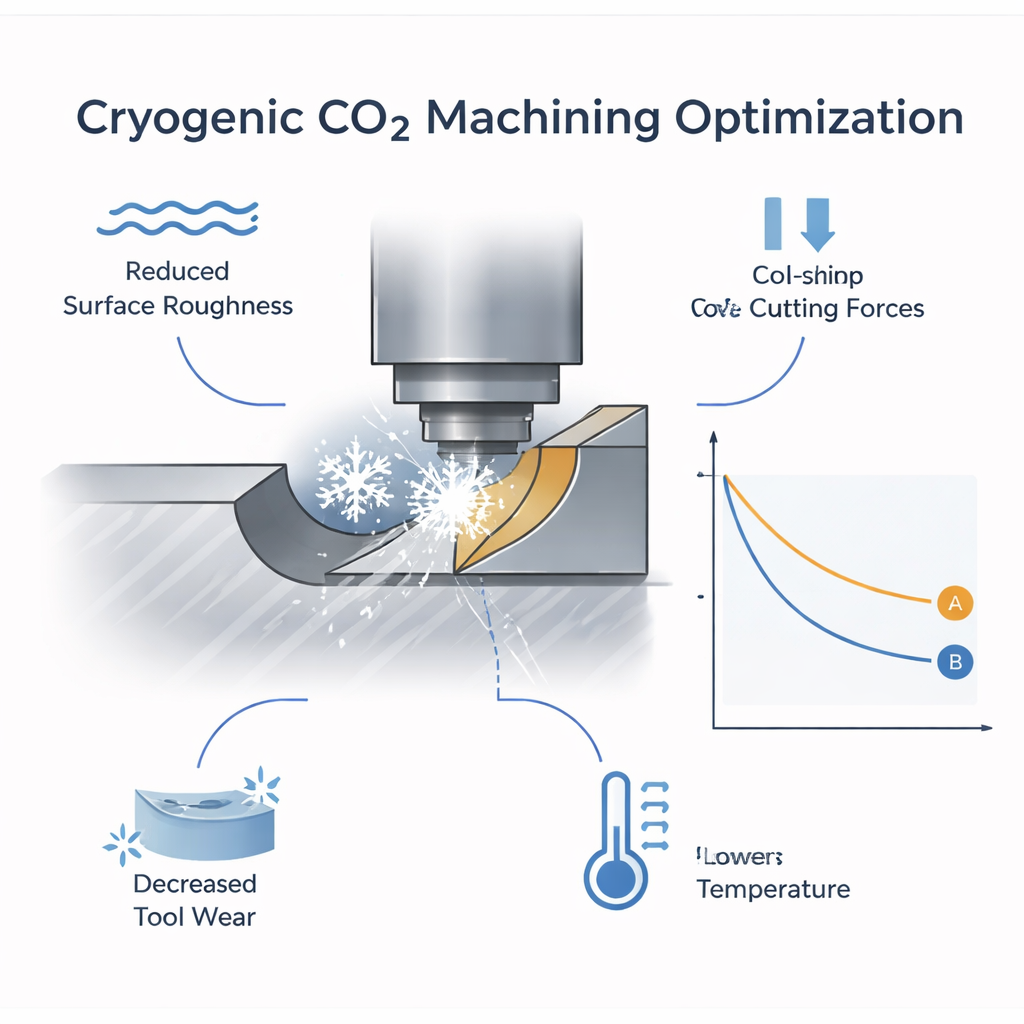
Was das für die Praxis bedeutet
Für Fertigungsbetriebe, die Hastelloy C276 zerspanen, bieten diese Ergebnisse einen doppelten Gewinn: bessere Bauteilqualität und längere Werkzeugstandzeiten, erreicht auf sauberere Weise. Kryogene CO₂-Kühlung, geleitet durch datengetriebene Optimierung, erlaubt es Unternehmen, traditionelle ölbasierte Kühlschmiermittel — die umständlich in Handhabung und Entsorgung sind — zu reduzieren und dennoch Werkzeuge und Oberflächen zu schützen. Einfach gesagt zeigt die Arbeit, dass die Kombination eines sehr kalten, trockenen CO₂-„Sprays“ mit smarten Algorithmen eine schwierige und teure Zerspanungsaufgabe in einen vorhersehbareren, effizienteren und umweltfreundlicheren Prozess verwandeln kann.
Zitation: Abualhaj, M.M., Venkatesh, B., Parmar, K.D. et al. Data-driven optimization of machining parameters for Hastelloy C276 using PSO and TLBO frameworks. Sci Rep 16, 5280 (2026). https://doi.org/10.1038/s41598-026-36275-x
Schlüsselwörter: Hastelloy-Bearbeitung, kryogene CO2-Kühlung, Mindestmengenschmierung, Reduzierung des Werkzeugverschleißes, evolutionäre Optimierung