Clear Sky Science · de
Optimierung von Prozessparametern für Aluminiumoxid‑Keramikteile, hergestellt durch Fused Deposition Modelling
Warum stärkere 3D‑gedruckte Bauteile wichtig sind
Wenn der 3D‑Druck vom Hobbybereich in die echte industrielle Anwendung vordringt, wünschen sich Hersteller Teile, die sich nicht nur leicht formen lassen, sondern auch hohe Festigkeit, Wärmebeständigkeit und Haltbarkeit bieten. Keramiken wie Aluminiumoxid sind bereits bewährte Werkstoffe in Motoren, Elektronik und medizinischen Instrumenten, aber sie sind berüchtigt schwierig zu zerspanen. Diese Studie untersucht, wie sich Aluminiumoxid‑Teile zuverlässig mit einem gängigen Desktop‑Drucker drucken lassen und legt eine Schritt‑für‑Schritt‑Anleitung vor, der andere folgen und mit der sie vergleichen können — ähnlich einer standardisierten Backanleitung für anspruchsvolle Zutaten.
Aus einem Kunststoffdrucker ein Keramikwerkzeug machen
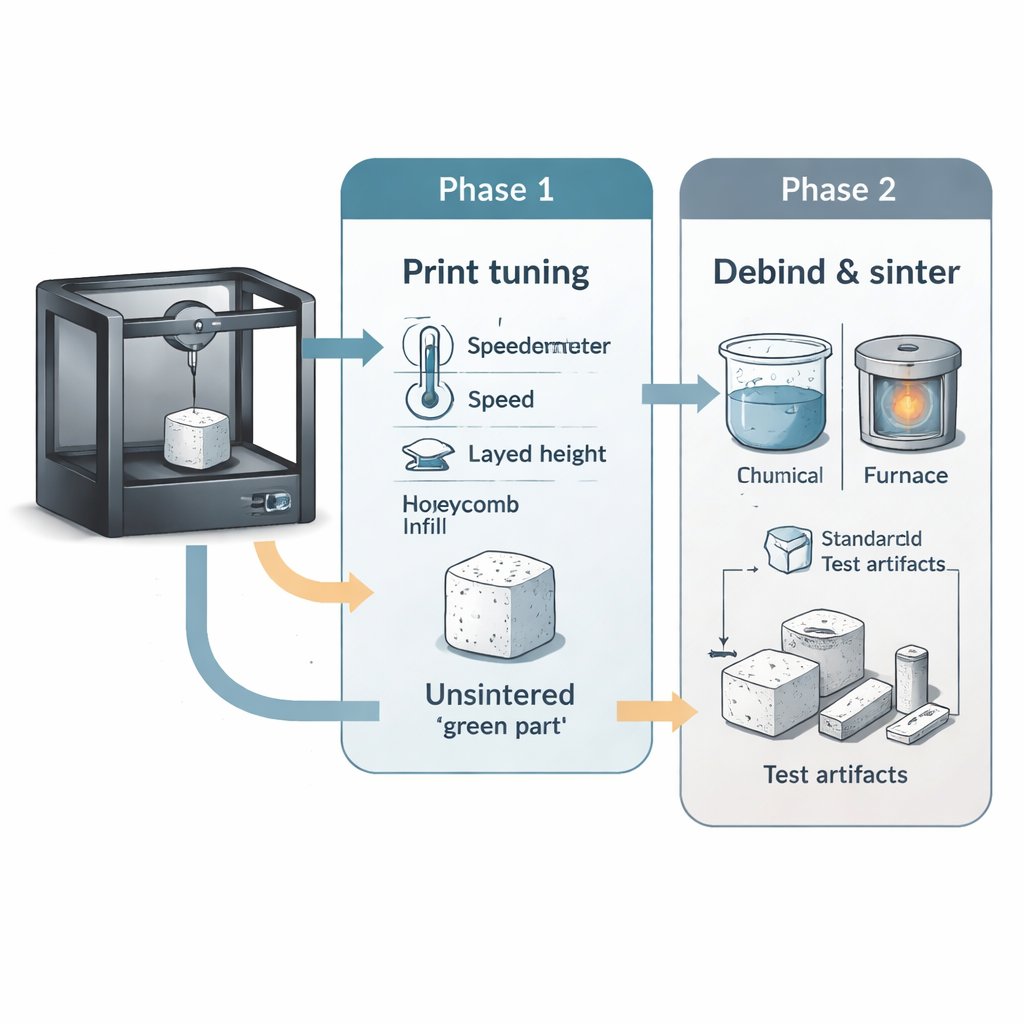
Die Forscher arbeiten mit Fused Deposition Modelling (FDM), derselben Grundtechnik, die viele Verbraucher‑Drucker nutzen: Ein Kunststofffilament wird aufgeschmolzen und in dünnen Bahnen abgelegt. Statt reinem Kunststoff wird dem Drucker ein Verbundfilament zugeführt, das Aluminiumoxid‑Pulver mit einem auswaschbaren Polymerbinder mischt. Nach dem Drucken muss der Kunststoff ausgewaschen und ausgebrannt werden, sodass ein dichtes Keramikteil übrigbleibt. Weil kleine Änderungen in Temperatur, Geschwindigkeit oder Schichthöhe dazu führen können, dass das gedruckte Objekt sich verzieht, reißt oder Details verliert, besteht das Hauptziel des Teams darin, ein strukturiertes Verfahren zu entwickeln, das verlässliche Einstellungen für dieses anspruchsvolle Material findet und dokumentiert, wie sich die Teile verhalten.
Ein zweistufiges Rezept für bessere Drucke
Die Optimierung ist in zwei Phasen unterteilt. In der ersten Phase konzentriert sich das Team ausschließlich auf den Druckschritt und arbeitet mit sogenannten „grünen“ Teilen, die noch keiner chemischen oder thermischen Behandlung unterzogen wurden. Sie drucken einfache Testformen und passen Düsentemperatur, Betttemperatur, Druckgeschwindigkeit, Schichthöhe, Wandstärke und Füllmuster über mehrere Iterationen an. Eine deutlich geringere Druckgeschwindigkeit als bei üblichen Kunststoffen und die Wahl einer moderaten Schichthöhe (0,15 mm) erweisen sich als entscheidend für konsistente Wände und flache Unterseiten. Ebenso justieren sie fein, wie weit die Düse über der Bauplattform sitzt, um Lücken oder zerdrückte Schichten an der Bodenfläche zu vermeiden.
Teile auf Schrumpfung und Hitze abstimmen
In der zweiten Phase durchlaufen die gedruckten Teile den kompletten Keramik‑Prozess: Zuerst ein chemisches Bad in Aceton, um einen Teil des Binders zu lösen, dann eine lange, sorgfältig kontrollierte Wärmebehandlung im Ofen, um den Rest zu entfernen und das Aluminiumoxid bei etwa 1550 °C zu sintern. Diese Schritte bewirken ein Schrumpfen der Teile um ungefähr ein Fünftel in jeder Richtung und können Verzug oder Risse hervorrufen. Um das aufzufangen, variiert das Team systematisch Skalierungsfaktoren im Design, die Anzahl fester Boden‑ und Deckschichten, die Anzahl der Wandlinien sowie die innere Fülldichte und das Füllmuster. Daraus leiten sie eine Reihe von Skalierungswerten und strukturellen Einstellungen ab, die Teile erzeugen, die dick und robust genug sind, um die Nachbearbeitung zu überstehen, ohne zusammenzufallen, aber nicht so dicht, dass Lösungsmittel oder Gase eingeschlossen werden.
Das Verfahren auf die Probe stellen
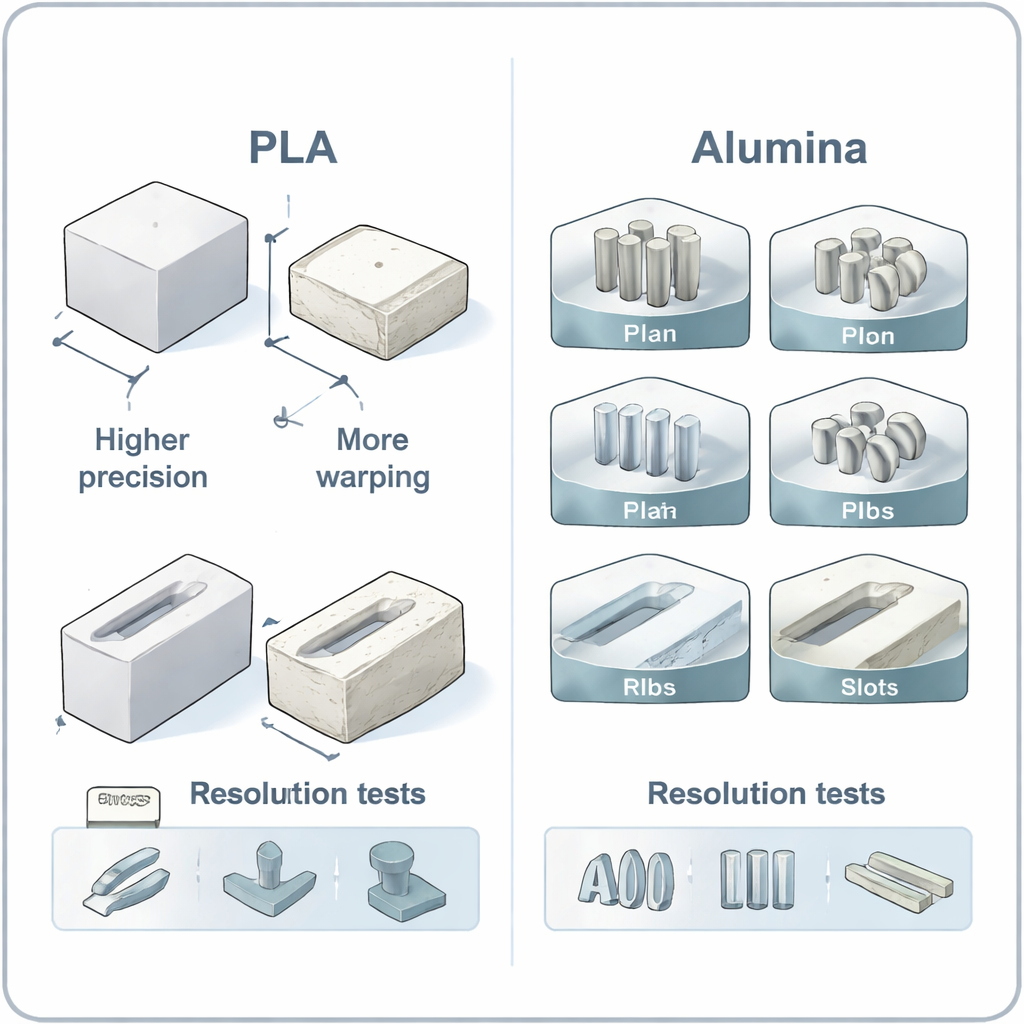
Um zu beurteilen, wie gut ihre optimierten Einstellungen funktionieren, drucken die Autor:innen standardisierte „Testartefakte“, wie sie in einer internationalen ISO‑Norm definiert sind. Diese Formen prüfen drei praktische Eigenschaften: die allgemeine Maßhaltigkeit, die kleinsten Merkmale, die der Drucker noch formen kann (Auflösung), und die Oberflächenqualität, auch an schrägen Überhängen. Sie fertigen komplette Sätze sowohl aus Aluminiumoxid als auch aus dem bekannten Kunststoff PLA, jeweils mit den besten bekannten Einstellungen des Materials. Sorgfältige Messungen zeigen, dass Aluminiumoxid‑Teile im Allgemeinen stärker schrumpfen und sich mehr verdrehen, insbesondere nach der Hochtemperatur‑Ofenphase, was die Genauigkeit entlang aller drei Achsen beeinträchtigt. Feine Stifte und winzige Löcher, die in PLA druckbar sind, können bei Aluminiumoxid während der Lösungsmittel‑ und Wärmebehandlung verformen, verloren gehen oder miteinander verschmelzen.
Was das für den praktischen Einsatz bedeutet
Für Nicht‑Spezialisten ist die wichtigste Erkenntnis: Es ist tatsächlich möglich, funktionale Aluminiumoxid‑Keramikteile auf einem FDM‑ähnlichen 3D‑Drucker herzustellen, aber sie erreichen noch nicht die Präzision und Oberflächenfeinheit von gut gedruckten Kunststoffteilen. Die Arbeit liefert einen klaren, reproduzierbaren Fahrplan zum Einstellen von Temperaturen, Geschwindigkeiten, Wand‑ und Füllparametern sowie Skalierungsanpassungen und zeigt zugleich die derzeitigen Grenzen auf: Verzug beim Erhitzen, Verlust sehr kleiner Details und rauhere Oberflächen an steilen Überhängen. Indem die Studie diesen Optimierungsworkflow formalisiert und auf verbliebene Schwachstellen in den Entbindungs‑ und Sinterphasen hinweist, bietet sie Industrie und Forschung einen konkreten Ausgangspunkt, um kostengünstige Drucker in leistungsfähigere keramische Fertigungswerkzeuge zu verwandeln.
Zitation: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
Schlüsselwörter: keramischer 3D‑Druck, Fused Deposition Modeling, Aluminiumoxid, Prozessoptimierung, additive Fertigung