Clear Sky Science · de
Werkzeuge zur additiven Fertigung aus Polymer für die Umformung von Blechen: Eine kombinierte Simulations- und Experimentalstudie
Warum Kunststoffwerkzeuge für Metall für Sie relevant sein könnten
Moderne Produkte, von Autos bis zu Küchengeräten, basieren auf Blechen, die zugeschnitten und zu Bauteilen geformt werden. Üblicherweise bestehen die schweren Werkzeuge, die diese Bleche drücken und biegen, aus Stahl, der teuer ist und lange Bearbeitungszeiten erfordert. Diese Studie untersucht einen anderen Weg: den Einsatz starker Kunststoffwerkzeuge, die mit 3D-Druckern gefertigt werden, um reales Stahl- und Aluminiumblech zu formen. Wenn solche Werkzeuge für kleine Produktionsläufe genau und langlebig genug sind, könnten Hersteller neue Entwürfe schneller, kostengünstiger und mit weniger Materialverschwendung testen — Vorteile, die letztlich den Verbraucher in Form günstigerer und stärker individualisierbarer Produkte erreichen. 
Vom digitalen Entwurf zu Kunststoffformwerkzeugen
Die Forschenden konzentrierten sich auf zwei übliche Umformschritte: das Ziehen einer flachen Tasse und das Biegen eines Metallstreifens zu einem V. Statt konventioneller Stahlwerkzeuge druckten sie Stempel und Matrizen aus zwei technischen Kunststoffen. Für das Ziehen der Tasse verwendeten sie eine zähe Sorte von Polymilchsäure (PLA Pro); für das V-Biegen fertigten sie Werkzeuge aus ABS, einem Kunststoff, wie er häufig in langlebigen Konsumgütern vorkommt. Mit industriellen Fused-Deposition-Modeling-Druckern stellten sie Einstellungen wie Schichthöhe, Infill-Muster und Temperatur so ein, dass die gedruckten Werkzeuge steif, dimensionsstabil und robust genug waren, um wiederholte Belastungen in einer Presse zu überstehen.
Prüfung der Metallumformung in der virtuellen Welt
Bevor sie in die Werkstatt gingen, erstellte das Team detaillierte Computermodelle beider Prozesse. Mithilfe der Finite-Elemente-Analyse sagten sie voraus, wie sich zwei weit verbreitete Blechwerkstoffe — der Edelstahl SS304 und die Aluminiumlegierung AA6061 — unter verschiedenen Stempelradien, Blechdicken und Kräften verformen, dünner werden oder versagen würden. Die Simulationen überprüften außerdem, welche Spannungen und Durchbiegungen die Kunststoffwerkzeuge selbst erfahren würden. Für das Tassenziehen zeigten digitale Experimente, dass ein Stempelradius von 6 mm und eine Blechdicke von 1 mm ein gutes Gleichgewicht ergeben: Das Metall floss gleichmäßig in die Matrize, das Dünnerwerden blieb unter gängigen Sicherheitsgrenzen, und Stempel sowie Matrize aus Kunststoff blieben gut innerhalb ihrer Festigkeitsreserven.
3D-gedruckte Werkzeuge im Einsatz
Mit diesen optimierten Parametern führte das Team systematische Versuche auf Hydraulikpressen durch. PLA-Pro-Werkzeuge wurden verwendet, um Tassen aus 1 mm dicken Stahl- und Aluminiumscheiben zu ziehen — sowohl mit als auch ohne Anschlagring zur Kontrolle von Faltenbildung. Parallel dazu bogen ABS-V-Matrizen und -Stempel Streifen derselben Metalle auf Winkel von 30°, 45° und 60°. Über Dutzende Proben hinweg maßen sie Kräfte, Endformen, Wanddicken und typische Umformfehler wie Falten, Risse oder Einrisse. Diese Messwerte verglichen sie anschließend mit den Computersimulationen, um zu prüfen, wie gut reale Kraft–Weg-Kurven und geformte Geometrien mit den virtuellen Vorhersagen übereinstimmten. 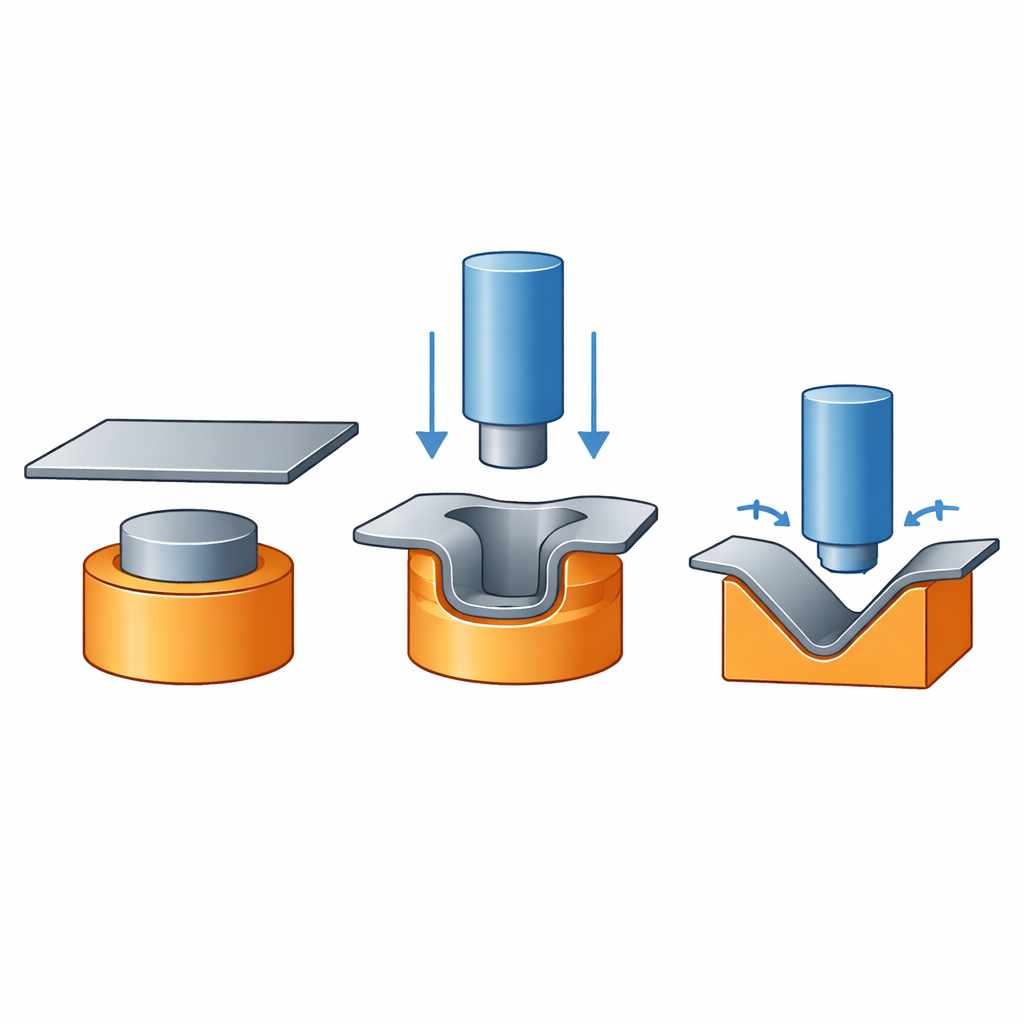
Wie gut hielten Kunststoffwerkzeuge stand?
Die Ergebnisse waren ermutigend. Beim Tassenziehen ließen sich beide Metalle ohne sichtbare Risse oder schwerwiegende Oberflächendefekte formen, und das maximale Wanddünnerwerden blieb im allgemein akzeptierten sicheren Bereich. Edelstahl erforderte höhere Kräfte, zeigte dafür aber eine gleichmäßigere Dicke und eine größere Sicherheitsreserve vor dem Versagen, während Aluminium weniger Kraft benötigte, an den Krümmungsbereichen des Stempels jedoch stärker ausdünnte. Beim V-Biegen erzeugten die Kunststoffwerkzeuge Winkel und Biegelängen, die sich nur um wenige Hundertstel Prozent von Theorie und Simulation unterschieden — Abweichungen, die in den meisten Prototyp- oder Kleinserienszenarien vernachlässigbar sind. Der Verschleiß an den 3D-gedruckten Werkzeugen war moderat: Die ABS-Matrizen zeigten nach Chargen von Biegungen nur geringfügiges Polieren und Schleifspuren, und die PLA-Tassenwerkzeuge bauten sich hauptsächlich nach intensiverer Nutzung ab, was die Autorinnen und Autoren eher auf begrenzte Werkzeuglebensdauer als auf einen einmaligen Ausfall zurückführten.
Zeit- und Kosteneinsparungen bei gleichbleibender Genauigkeit
Da Kunststoff leichter und einfacher zu formen ist als Stahl, untersuchte das Team auch die Kostenaspekte. Für die Tassenwerkzeuge waren 3D-gedruckte PLA-Pro-Sätze geringfügig günstiger als ihre Stahlgegenstücke und deutlich schneller herzustellen, insbesondere wenn die Bearbeitung und Oberflächenbehandlung von Metallmatrizen berücksichtigt wurde. Beim V-Biegen lagen die ABS-Werkzeuge bei Stückzahlen bis etwa 60 Teilen preislich grob bei der Hälfte der Stahlwerkzeuge; darüber hinaus machten die längere Lebensdauer der Stahlwerkzeuge diese wirtschaftlicher. Insgesamt zeigt die Arbeit, dass 3D-gedruckte Polymerwerkzeuge den gehärteten Stahl in der Großserienproduktion nicht ersetzen werden, wohl aber eine überzeugende Option für frühphasiges Prototyping, experimentelle Studien und Kleinserien bieten. Praktisch bedeutet das: Hersteller können mehr Entwürfe schneller und mit weniger Abfall iterieren — und so bessere, stärker angepasste Produkte zügiger auf den Markt bringen.
Zitation: Bhatia, C.V., Patel, D., Vats, R. et al. Polymer additive manufacturing tools for sheet metal forming: a combined simulation and experimental study. Sci Rep 16, 9293 (2026). https://doi.org/10.1038/s41598-025-30841-5
Schlüsselwörter: additive Fertigung, 3D-gedruckte Werkzeuge, Blechumformung, Schnellprototyping, Polymer-Stempel und -matrizen