Clear Sky Science · de
Optimierung und Vorhersage der Spitzentemperatur beim Reibreibschweißen von Al 6061 T6 mittels statistischer und maschineller Lernverfahren
Warum es wichtig ist, Schweißstellen kühl zu halten
Von Flugzeugen bis zu Elektroautos verlassen sich viele Maschinen auf Aluminiumteile, die verbunden werden müssen, ohne an Festigkeit zu verlieren. Reibreibschweißen ist eine verbreitete Methode, weil sie Bauteile mechanisch zusammenrührt, ohne das Metall vollständig zu schmelzen. Läuft der Prozess jedoch zu heiß ab, kann das Aluminium erweichen, Festigkeit verlieren oder sogar schmelzen. Diese Arbeit untersucht, wie sich die während des Schweißens einer gebräuchlichen Legierung, Al 6061 T6, erreichten Höchsttemperaturen mithilfe von Computersimulation, gezielter Statistik und maschinellem Lernen vorhersagen und kontrollieren lassen, damit Hersteller feste, gleichmäßige Verbindungen erzielen und thermische Schäden vermeiden können.
Wie diese Festkörperverbindung funktioniert
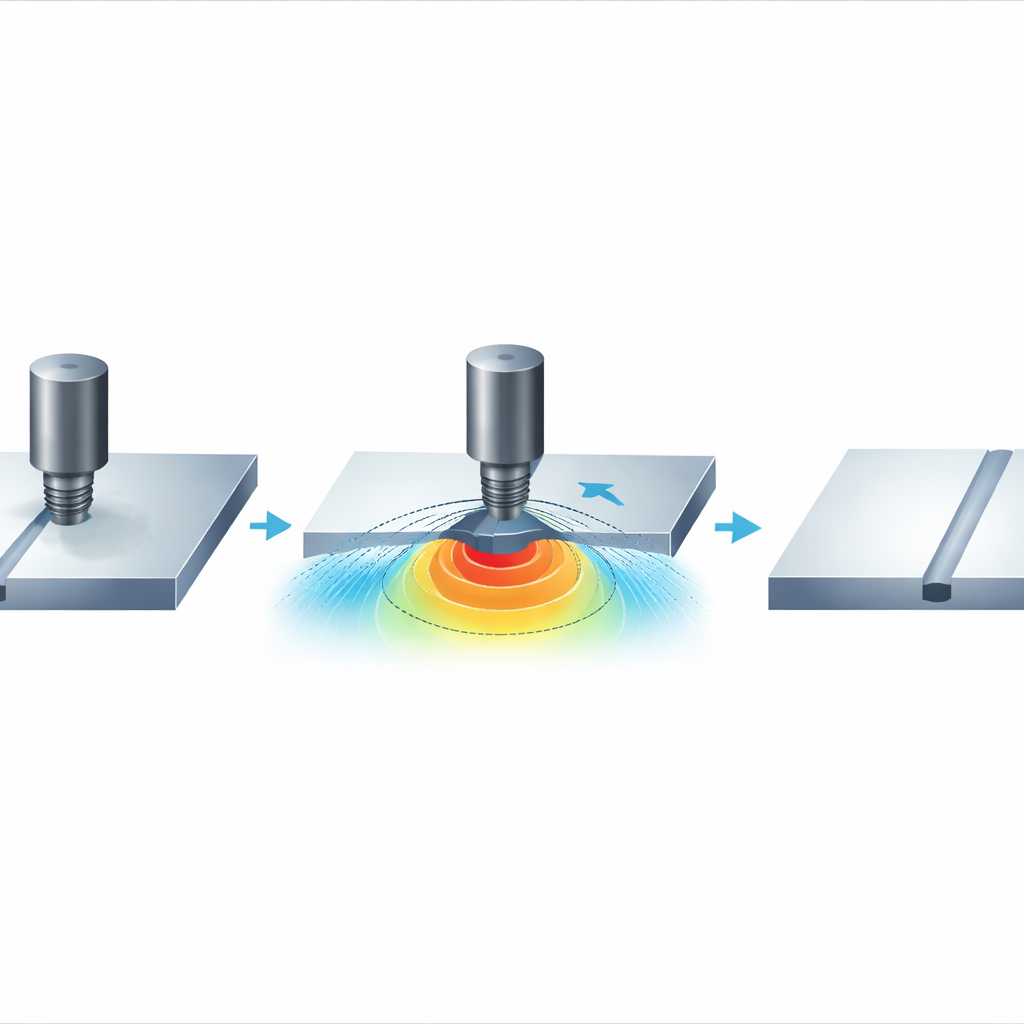
Beim Reibreibschweißen wird ein rotierendes Werkzeug, das wie ein kurzer Stift mit breiter Schulter geformt ist, in die Fuge zwischen zwei Blechen gedrückt und entlang der Naht bewegt. Reibung und plastisches Rühren erzeugen Wärme und machen das Metall weich, sodass es vermischt und geschmiedet wird, ohne in die Flüssigphase überzugehen. Für Al 6061 T6 liegt dieses thermische "Sweet Spot" unterhalb des Schmelzpunkts, aber hoch genug, um eine gute Durchmischung zu ermöglichen. Nähert sich die Spitzentemperatur etwa vier Fünftel des Schmelztemperaturbereichs oder überschreitet ihn, können die ausscheidungshärtenden Partikel der Legierung grobkörnig werden oder das Metall zu schmelzen beginnen, was zu weicheren Zonen und schlechterer mechanischer Leistung führt. Die Kontrolle der Spitzentemperatur ist daher sowohl für Sicherheit als auch für Dauerhaftigkeit essenziell.
Viele Stellschrauben gleichzeitig testen
Die Forscher konzentrierten sich auf sieben Stellgrößen, die Schweißer beeinflussen können: Werkzeugmaterial, Stiffdurchmesser, Schulterschdurchmesser, Drehzahl, Vorschubgeschwindigkeit, axiale Vorschubkraft und die Reibung zwischen Werkzeug und Blech. Statt Tausende von Versuchen durchzuführen, verwendeten sie ein Taguchi-Design, eine statistische Abkürzung, die eine sorgfältig ausgewählte Menge von 32 Kombinationen festlegt, um zu zeigen, welche Stellgrößen am wichtigsten sind. Für jede Kombination erstellten sie ein dreidimensionales Computermodell in COMSOL, um die Wärmeerzeugung durch das rotierende Werkzeug und die Wärmeausbreitung durch das Aluminiumblech und die Haltevorrichtung zu simulieren. Anschließend verglichen sie einen Teil dieser Simulationen mit Experimenten an einer modifizierten Fräsmaschine, wobei Thermoelemente an verschiedenen Punkten um die Schweißnaht die Temperaturen maßen. Die simulierten und gemessenen Spitzentemperaturen stimmten auf etwa 7 % überein, was Vertrauen in die Fähigkeit des Modells schafft, das reale thermische Verhalten abzubilden.
Die Hauptverursacher von Überhitzung finden
Mit den Simulationsdaten in der Hand setzte das Team statistische Werkzeuge ein, um zu ermitteln, welche Prozessparameter den größten Einfluss auf die Spitzentemperatur haben. Mithilfe der Taguchi-Analyse und Varianzanalyse fanden sie eindeutige Hauptverursacher: axiale Kraft und Werkzeugdrehzahl. Höhere Drehzahlen und größere Anpresskräfte erzeugen deutlich mehr Reibungswärme und plastische Verformung und treiben die Spitzentemperaturen nach oben; in einigen Simulationen überschritt die Temperatur im Schweißbereich 600 °C, also Werte oberhalb des für diese Legierung als sicher betrachteten Schmelzbereichs. Änderungen von Stift- und Schultergröße hatten einen sekundären Effekt, da sie die Kontaktfläche veränderten, während die Wahl des Werkzeugmaterials und kleine Variationen des Reibungskoeffizienten vergleichsweise geringen Einfluss zeigten. Diese Ergebnisse legen nahe, dass die sorgfältige Steuerung von Drehzahl und Kraft der effektivste Weg ist, um Schweißstellen unter schädlichen Temperaturen zu halten.
Ein neuronales Netzwerk die Wärme vorhersagen lassen
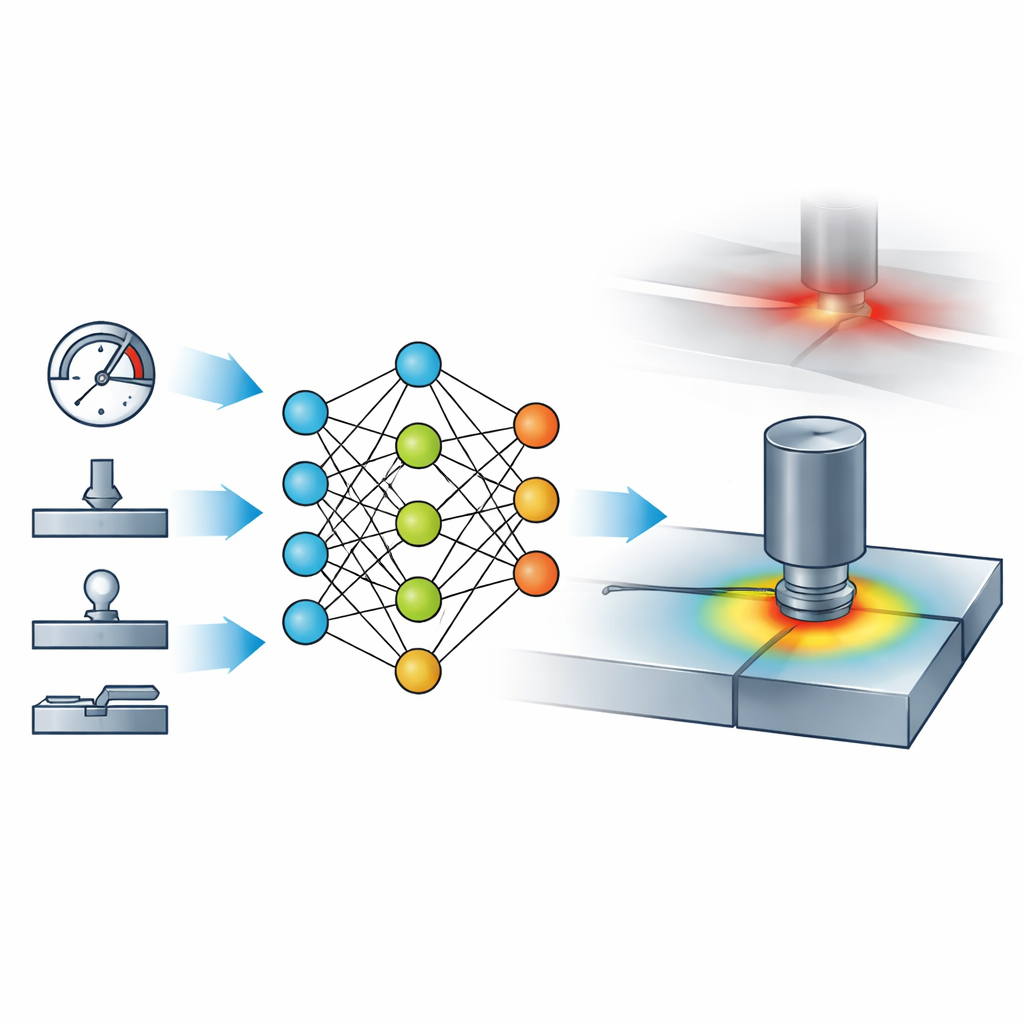
Um über statische Faustregeln hinauszugehen, trainierten die Autoren ein einfaches künstliches neuronales Netzwerk, um die Beziehung zwischen Schweißparametern und Spitzentemperatur zu erlernen. Sie verwendeten die Simulationsergebnisse als Trainingsbeispiele, gaben die sechs relevantesten Eingangsgrößen (alle Stellgrößen außer dem Werkzeugmaterial) ein und trainierten das Netzwerk, die vorhergesagte Maximaltemperatur auszugeben. Durch Aufteilen der Daten in Trainings-, Validierungs- und Testmengen und unter Verwendung einer standardmäßigen Backpropagation-Methode erlernte das Netzwerk die Reproduktion der Simulationsresultate mit sehr hoher Genauigkeit: Seine Vorhersagen wichen im Schnitt um etwa 1 % von den Simulationen ab, besser als die 3–4 % Fehler der Taguchi-Regression und der ANOVA-basierten Formel. Dies zeigt, dass bereits mit einer relativ kleinen Datensammlung ein gut gestaltetes neuronales Netzwerk subtile Wechselwirkungen zwischen Parametern erfassen kann, die einfachere Modelle übersehen.
Was das für praktisches Schweißen bedeutet
Die Studie kommt zu dem Schluss, dass die Kombination aus Finite-Elemente-Simulationen, statistischem Design und neuronalen Netzen ein leistungsfähiges Werkzeugset bietet, um Reibreibschweißen sicherer und effizienter zu machen. Indem axiale Kraft und Drehzahl als dominierende Wärmequellen identifiziert und ein schneller Vorhersager für Spitzentemperaturen bereitgestellt werden, kann der Ansatz Ingenieure dabei unterstützen, Einstellungen zu wählen, die Überhitzung vermeiden und dennoch einwandfreie Verbindungen erzeugen. Praktisch bedeutet das weniger Defekte, langlebigere Bauteile und weniger Trial-and-Error in Fabriken der Luftfahrt, Automobilindustrie und anderen Branchen, die auf leichte Aluminiumstrukturen angewiesen sind.
Zitation: Anis, A., Shakaib, M. & Hanif, M.S. Optimization and prediction of peak temperature in friction stir welding of Al 6061 T6 using statistical and machine learning techniques. Sci Rep 16, 7901 (2026). https://doi.org/10.1038/s41598-025-03217-y
Schlüsselwörter: Reibreibschweißen, Aluminiumlegierungen, thermische Kontrolle, Prozessoptimierung, Neuronales Netzwerkmodell