Clear Sky Science · ar
تقييم متكامل لتآكل الأدوات، مورفولوجيا الرقائق، سلامة السطح واستهلاك الطاقة في الطحن المستدام لـ Inconel 718
لماذا يهم التبريد عند قطع المعادن الصلبة
من محركات الطائرات إلى محطات الطاقة، تُنحت العديد من الأجزاء الحرجة من سبيكة شديدة الصلابة تُسمى Inconel 718. تجعلها قوتها عند درجات حرارة مرتفعة للغاية مثالية للبيئات القاسية، لكنها أيضاً تجعل التصنيع الآلي لها صعباً ومكلفاً بشكل ملحوظ. تطرح هذه الدراسة سؤالاً عملياً للصناعة والبيئة: هل يمكننا قطع هذا المعدن الصعب بطريقة تستهلك طاقة أقل، وتستهلك أدوات أقل، وتترك سطحاً ناعماً وموثوقاً — مع تقليل كمية سائل التبريد التي قد تضر العمال والكوكب؟

سبيكة عنيدة تُستخدم في أماكن قصوى
Inconel 718 هي سبائك فائقة أساسها النيكل تبقى قوية من درجات التجمد حتى نحو 1000 °م. وهذا يجعلها مثالية لمحركات الطائرات، وأنابيب عالية الضغط، وتطبيقات الدفاع حيث لا يُحتمل الفشل. لكن مزاياها هذه تسبب مشاكل في الورشة. عند تشغيلها، يواجه قطّاع المادة قوى ودرجات حرارة هائلة قد تتجاوز 1100 °م. لا ينقل المعدن الحرارة جيداً ويميل إلى الالتصاق بالأداة، لذا تتآكل الأدوات بسرعة، وتصبح الأسطح خشنة، وترتفع تكاليف الإنتاج. وفي الوقت نفسه، قد تثير سوائل التبريد التقليدية المستخدمة للتعامل مع هذا الحر حرارة وقلقاً صحياً وبيئياً عندما تُستخدم بكميات كبيرة.
أربع طرق لتبريد وتزليق منطقة القطع
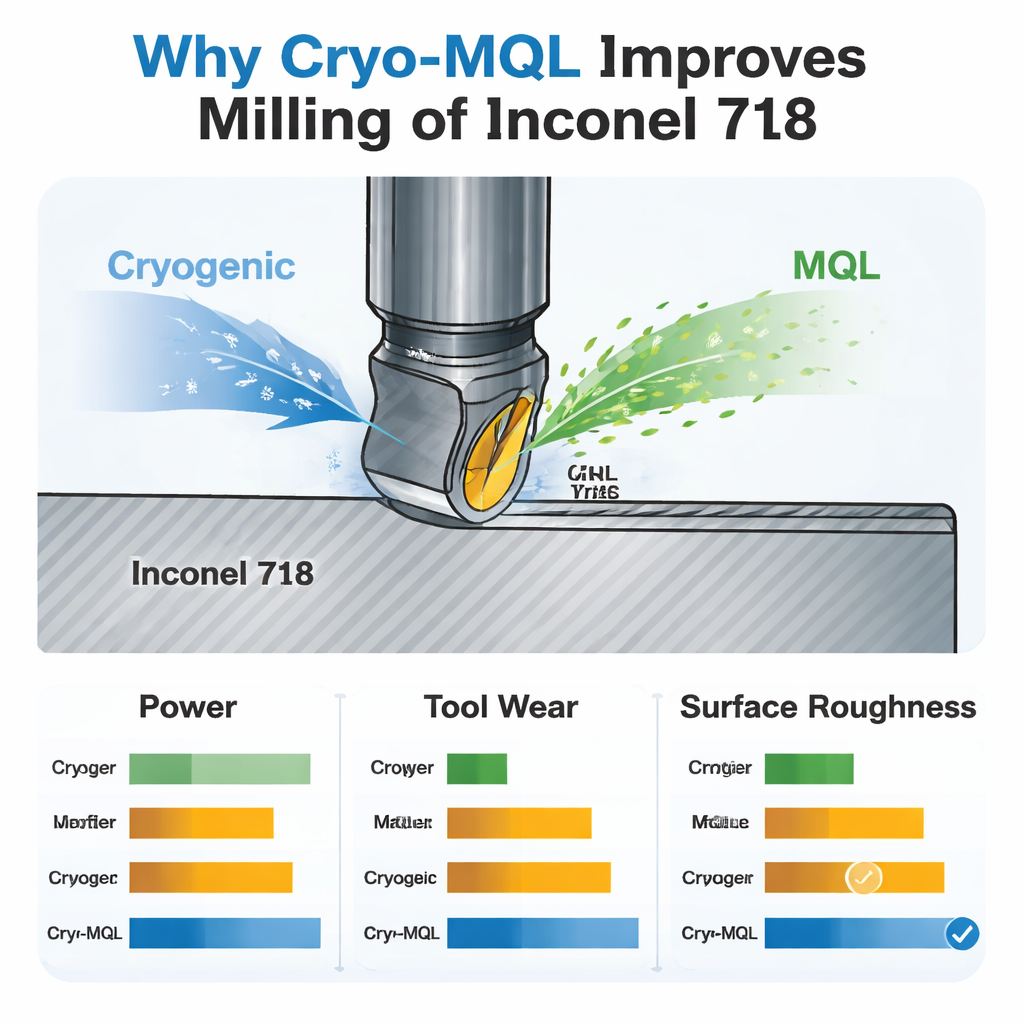
قارن الباحثون أربع طرق مختلفة لتبريد وتزليق منطقة القطع أثناء طحن Inconel 718 على ماكينة CNC. في القطع الجاف لا يُستخدم أي سائل على الإطلاق. تزليق بكمية دنيا (MQL) يرش ضباباً زيتياً رقيقاً فقط، مستخدماً قدراً قليلاً من السائل مقارنةً بالفيضان التقليدي. التبريد بالتبريد الشديد (Cryogenic) يوصل غازاً أو سائلاً بارداً جداً، مثل النيتروجين السائل، لتبريد منطقة القطع. أخيراً، النهج الهجين المسمى Cryo-MQL يجمع بين النفاثة الباردة وضباب الزيت. عبر هذه الطرق الأربع أجرى الفريق اختبارات عند ثلاث سرعات قطع مع إبقاء معدل التقديم وعمق القص ثابتين. قاسوا مقدار الطاقة الكهربائية التي استهلكتها الماكينة، ومدى سرعة تآكل الأدوات، ومدى نعومة الأسطح النهائية، وكيف تغيرت أشكال رقائق المعدن الصغيرة.
استهلاك الطاقة، نعومة السطح، وعمر الأداة
تُظهر النتائج أن اختيار طريقة التبريد يؤثر بقوة على سلوك التشغيل. استهلك القطع الجاف دائماً أكبر قدر من الطاقة وأنتج أشد حالات تآكل للأدوات، بما في ذلك تشقق حافة القطع وأضرار عميقة على وجه الأداة. خفّضت MQL الاحتكاك وساعدت الأدوات على العمل لفترة أطول مقارنةً بالقطع الجاف، لكن قدرتها المحدودة على التبريد أصبحت عائقاً عند السرعات الأعلى. قدم التبريد بالتبريد الشديد أداءً جيداً في حماية نعومة السطح عند السرعات المنخفضة وخفّض درجات حرارة الأدوات عند السرعات العالية، لكنه قد يسبب أيضاً صدمات حرارية مفاجئة تترك حفرًا صغيرة على الأداة. قدّم النهج الهجين Cryo-MQL توازناً أفضل باستمرار: عند السرعات المنخفضة خفّض استهلاك الطاقة بنحو 10 بالمئة مقارنة بالقطع الجاف، وعلى كل السرعات حافظ على أقل مستويات تآكل للأدوات من خلال تبريد الأداة وتوفير طبقة تزليق مستقرة بين الأداة والرقاقة.
ما تكشفه رقائق المعدن الصغيرة
فحصت الدراسة أيضاً شكل وتفتت رقائق المعدن، التي تعمل كبصمات لما يحدث في منطقة القطع. مع زيادة سرعة القطع، كانت الرقاقات تميل لتشكيل نمط منشاري، وهو علامة على أن المادة تتشوه على دفعات على طول مناطق ضيقة من القص والحرارة المكثفة. تحت ظروف القطع الجاف وMQL البسيطة، باتت هذه الرقاقات في كثير من الأحيان ذات مسنّنات عالية وغير منتظمة، ما يشير إلى قطع غير مستقر وأحمال حرارية مرتفعة. جعل التبريد بالتبريد الشديد أسنان المنشار أكثر حدة مع تحول المعدن إلى هشاشة أكبر في البرد. ومع Cryo-MQL، أصبحت الرقاقات أكثر انتظاماً وأسهل في السيطرة عموماً، مما يدل على توازن أكثر استقراراً بين درجة الحرارة والاحتكاك ونعومة المادة. هذا السلوك للرقائق تماهى مع قياسات تآكل الأداة واستهلاك الطاقة، مما يعزز الاستنتاج أن الطريقة الهجينة تهدّئ عملية القطع.
ما يعنيه هذا لتصنيع أنظف وأرخص
بالنسبة للمصانع التي يجب أن تشغل Inconel 718، تشير هذه النتائج إلى مسار عملي للمضي قدماً. تشغيل الأدوات تحت ظروف Cryo-MQL الهجينة يمكن أن يخفض الطلب على الطاقة، ويطيل عمر الأدوات، ويحافظ على جودة سطحية جيدة، وكل ذلك باستخدام كمية صغيرة فقط من المزلق. هذا يعني تغييرات أدوات أقل، ونفايات إنتاج أقل، وتقليل الاعتماد على كميات كبيرة من سوائل القطع التقليدية. ببساطة، يمكّن الجمع بين تبريد شديد وبرذاذ زيت دقيق المصنعين من قطع هذا المعدن العنيد بطريقة ألطف وأكثر كفاءة، داعماً كل من خفض التكلفة والإنتاج الأنظف والأكثر استدامة.
الاستشهاد: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
الكلمات المفتاحية: تشغيل Inconel 718, التبريد بالتبريد الشديد, تزليق بكمية دنيا, تآكل الأدوات, التصنيع المستدام