Clear Sky Science · ar
تحليل تجريبي وعددي للتشكيل البارد للألمنيوم النقي تجارياً
تشكيل أجزاء معدنية مع هدر أقل
من محاور السيارات إلى ملحقات الطائرات، تبدأ العديد من المنتجات اليومية ككتل معدنية تُضغط لتأخذ الشكل المطلوب. هذا الضغط، المسمى التشكيل، قد يكون مسهباً في الهدر إذا اضطر العمال لإزالة كميات كبيرة لاحقاً بالتشغيل الآلي. تستعرض الدراسة هنا كيفية تصميم قطع ألمنيوم لتتشكل تقريباً بالحجم النهائي من فورها، ما يقلل الهدر واستهلاك الطاقة والتكلفة.
الاقتراب من الشكل النهائي
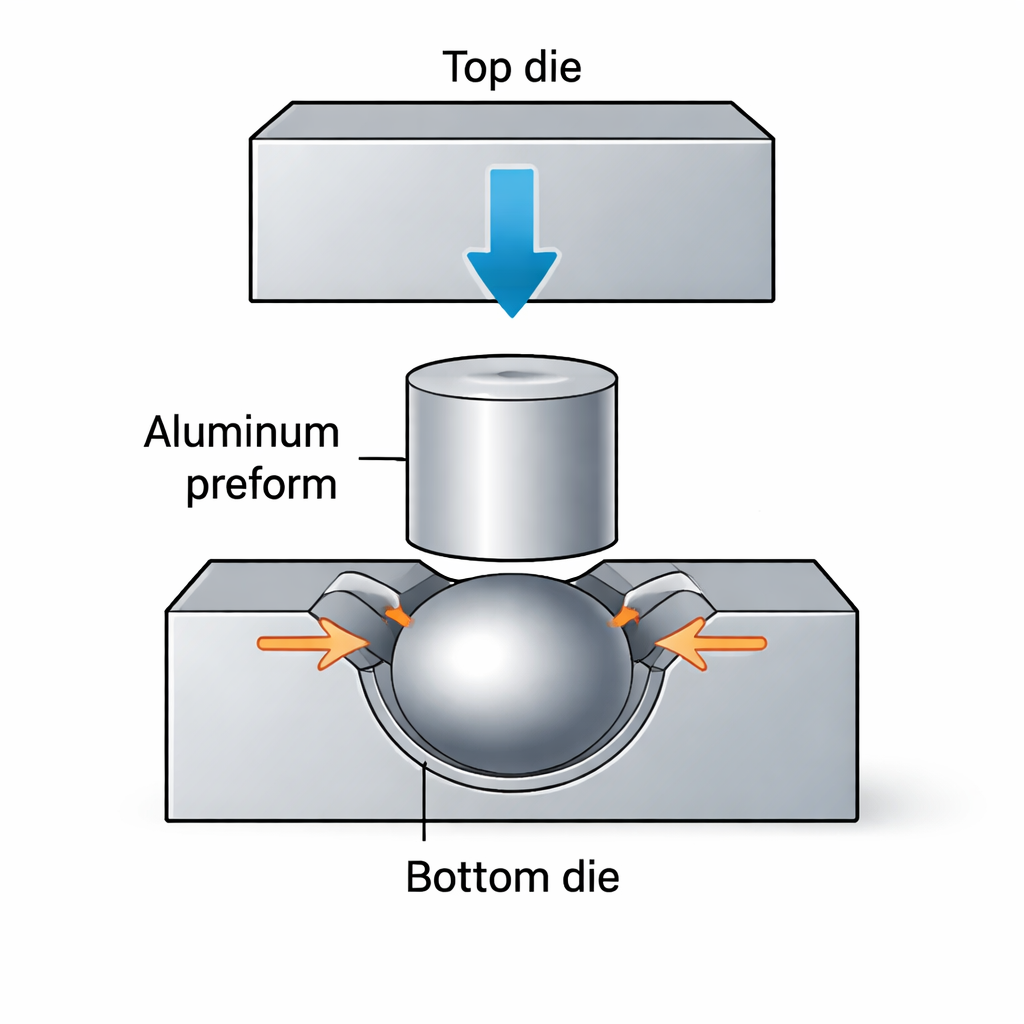
تركز الأبحاث على التشكيل «القريب من الشكل النهائي»، حيث يخرج الجزء المعدني من المكبس شبه جاهز للاستخدام. عمل المؤلفون على ألمنيوم نقي تجارياً، وهو معدن خفيف شائع في المركبات والطائرات والمعدات البحرية. كان الجزء المستهدف كرة معدنية قطرها 40 ملم، مُشكَّلة داخل تجويف كروي مطابق في أداة فولاذية تُسمى قالب مغلق. بدلاً من الاعتماد على المحاولات والخطأ على خط الإنتاج، استخدموا محاكاة حاسوبية لتصميم القطعة الابتدائية—المعروفة بالـ preform—بحيث تملأ التجويف الكروي بشكل نظيف دون تكوين شريط فائض يُسمى الفلاش، وهي الزوائد الرقيقة التي يجب تقليمها لاحقاً.
اختبار أشكال بداية مختلفة
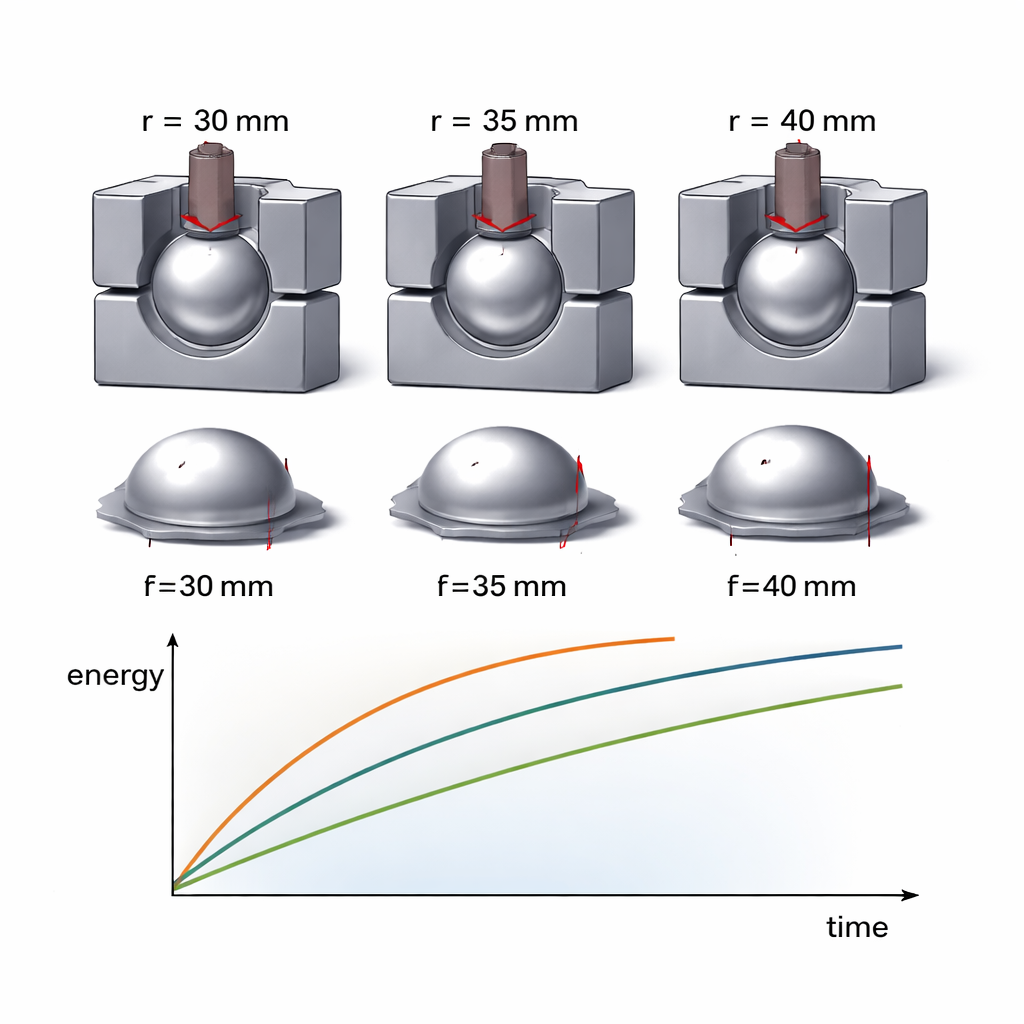
قارن الفريق عدة تصميمات للـ preform كلها استخدمت نفس كمية الألمنيوم. أولاً نظروا في كتل بسيطة مستطيلة واسطوانية. أظهرت المحاكاة بسرعة أن الكتلة المستطيلة تدفع المادة إلى زوايا القالب، مكونة فلاشاً ثقيلاً وشكلاً نهائياً مشوهاً. أما الاسطوانة العادية فحققت نتيجة أفضل، لكنها تركت مناطق مسطحة بدلاً من كرة ناعمة. لتحسين النتيجة، أضاف الباحثون نهاية مدورة للاسطوانة. بعد ذلك اختبروا ثلاث نسخ من هذا التصميم، كل منها بانحناء نهائي مختلف—يعادل أنصاف أقطار كروية 40 و35 و30 ملم—مع الحفاظ على نفس الحجم. باستخدام برنامج العناصر المنتهية، تابعوا كيف تدفق المعدن إلى الخارج وإلى التجويف مع هبوط القالب العلوي.
مراقبة تدفق المعدن والطاقة
كشفت النماذج الحاسوبية أنه أثناء التشكيل ينتشر الألمنيوم أولاً بسهولة إلى الخارج، ثم يواجه مقاومة متزايدة مع امتلاء التجويف وبناء إجهاد خلفي داخلي. بالنسبة لكل preform، ارتفعت الطاقة المطلوبة للاستمرار في الضغط باستمرار مع الزمن، ويرجع ذلك إلى حد كبير للاحتكاك بين المعدن والقالب ولأن المعدن يتصلب أثناء الضغط. من بين الاسطوانات الثلاث المدورة، ملأت تلك ذات نصف القطر الأصغر في النهاية، 30 ملم، التجويف الكروي بأكثر سلاسة واحتاجت أقل طاقة. قلّل سطح التماس المحدود من الاحتكاك والحجم الذي كان يجب دفعه إلى الزوايا الضيقة، محسناً كفاءة التشكيل.
التحقق من الحاسوب مقابل الواقع
لرؤية ما إذا كانت المحاكاة تتطابق مع السلوك في العالم الحقيقي، أجرى الباحثون اختبارات تشكيل بارد عند درجة حرارة الغرفة باستخدام ماكينة اختبار بقدرة 100 طن وقوالب فولاذية مقسّاة. قاموا تشغيل قضبان ألمنيوم بأبعاد الـ preform الأفضل أداءً وشكلوها داخل التجويف الكروي. خرجت الأجزاء المشكلة شبه كروية، دون فلاش وبسطح نظيف، ما أكد صحة تصميم الـ preform. مع ذلك، احتاجت العملية الفعلية نحو 13% طاقة أكثر مما تنبأت به المحاكاة، وكانت الكرات النهائية أكثر بيضاوية قليلاً مما اقترح النموذج. وعُزيت هذه الفروق بشكل أساسي إلى احتكاك أقوى وتشدد أكثر وضوحاً في المعدن الحقيقي من الإعدادات المبسطة المفترضة في البرنامج.
لماذا هذا مهم للتصنيع
في النهاية تُظهر الدراسة أن الـ preforms المصممة بعناية، والمسترشدة بمحاكاة حاسوبية مفصّلة، يمكن أن تساعد المصنعين على تشكيل قطع ألمنيوم أقرب إلى الشكل النهائي، تستهلك طاقة أقل وتنتج خردة أقل. وعلى الرغم من أن المحاكاة لا تلتقط كل تفاصيل الاحتكاك وسلوك المادة، فقد ثبت أنها دقيقة بما يكفي لتوجيه تصميم الـ preform وتجنب العديد من تجارب المحاكاة المكلفة على أرض المصنع. للقراء، الخلاصة أن الاختبار الافتراضي الذكي يمكن أن يجعل تشكيل المعادن أنظف وأرخص وأكثر دقة—ممهداً الطريق لإنتاج أفضل وأكثر كفاءة لمكونات السيارات والطائرات وغيرها من التطبيقات المتطلبة.
الاستشهاد: Sahu, K., Singh, M., Choudhary, H. et al. Experimental and numerical analysis on cold forging of commercially pure aluminum. Sci Rep 16, 6961 (2026). https://doi.org/10.1038/s41598-026-37220-8
الكلمات المفتاحية: التشكيل البارد, الألمنيوم, الشكل القريب من النهائي, محاكاة العناصر المنتهية, تصميم القالب