Clear Sky Science · ar
تحسين معايير العملية لأجزاء سيراميك الألومينا المصنعة بالطباعة الترسيقية بالفلز المذاب
لماذا تهم الأجزاء المطبوعة ثلاثية الأبعاد الأقوى
مع انتقال الطباعة ثلاثية الأبعاد من أدوات الهواة إلى مكونات صناعية حقيقية، يرغب المصنعون في أجزاء ليست سهلة التشكيل فحسب، بل أيضاً قوية ومقاومة للحرارة وطويلة العمر. تعد المواد السيراميكية، مثل الألومينا، بالفعل عناصر أساسية في المحركات والإلكترونيات والأدوات الطبية، ومع ذلك فهي صعبة التشغيل ميكانيكياً. تستكشف هذه الدراسة كيفية طباعة أجزاء الألومينا ثلاثية الأبعاد بشكل موثوق باستخدام طابعة مكتبية شائعة، وتضع وصفة خطوة بخطوة يمكن للآخرين اتباعها ومقارنتها، شبيهة بطريقة خبز موحدة لمكونات حساسة للغاية.
تحويل طابعة بلاستيكية إلى أداة سيراميكية
يعمل الباحثون مع تقنية النمذجة بالترسيب المنصهر (FDM)، وهي نفس التقنية الأساسية المستخدمة في العديد من الطابعات الاستهلاكية التي تذيب خيوط البلاستيك وتضعها في خيوط رفيعة. بدلاً من البلاستيك النقي، يزوّدون الطابعة بخيط مركب يمزج مسحوق سيراميك الألومينا مع رابطة بوليمرية قابلة للإزالة. بعد الطباعة، يجب غسل البلاستيك وحرقه، تاركاً قطعة سيراميكية كثيفة. لأن تغييرات طفيفة في درجة الحرارة أو السرعة أو سمك الطبقة يمكن أن تجعل الجسم المطبوعة ينحني أو يتشقق أو يفقد التفاصيل، فإن الهدف الرئيسي للفريق هو بناء إجراء منظم يجد إعدادات موثوقة لهذه المادة الحساسة ويوثق كيفية تصرف الأجزاء.
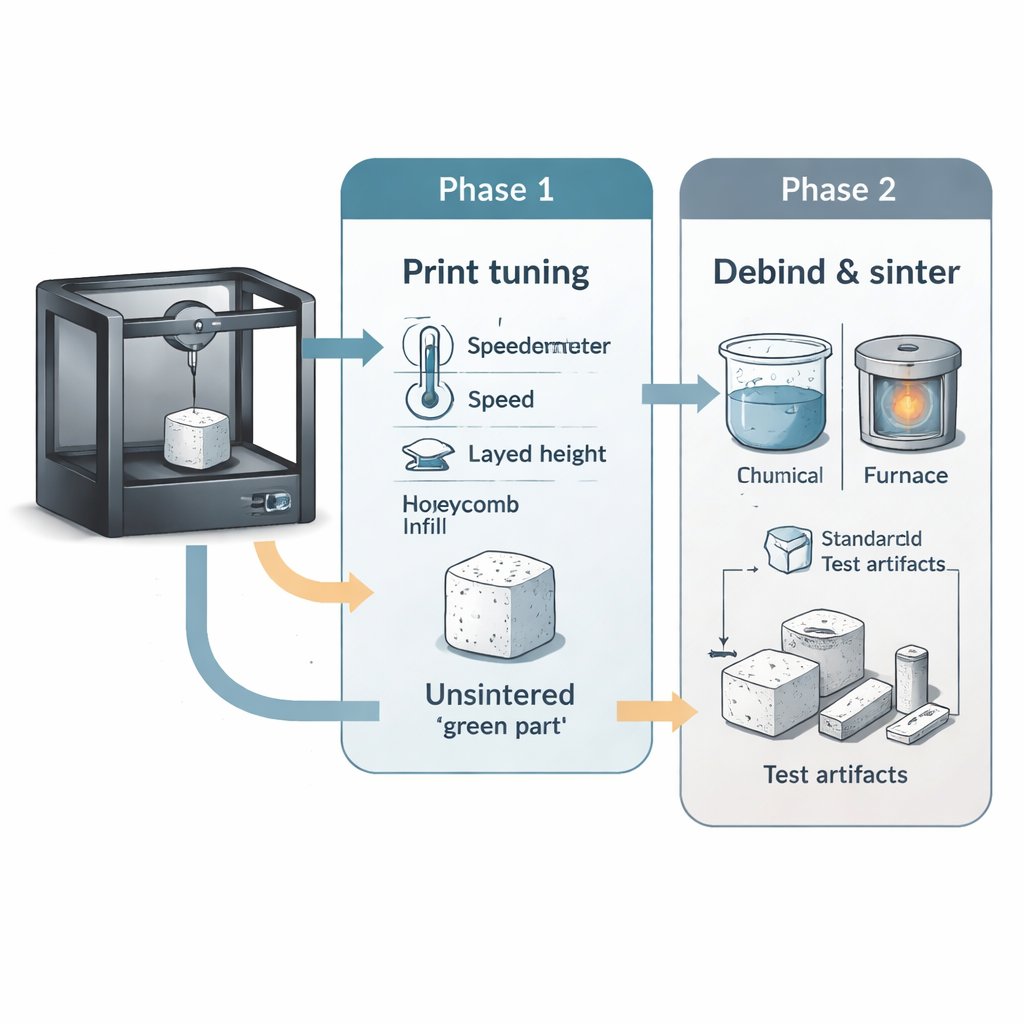
وصفة من مرحلتين لطباعة أفضل
ينقسم التحسين إلى مرحلتين. في المرحلة الأولى، يركز الفريق على خطوة الطباعة وحدها، بالعمل على ما يُسمَّى بالأجزاء «الخضراء» التي لم تُعالج كيميائياً أو حرارياً بعد. يطبعون أشكال اختبار بسيطة ويضبطون درجة حرارة الفوهة ودرجة حرارة اللوح وسرعة الطباعة وارتفاع الطبقة وسماكة الجدار ونمط الحشو عبر عدة تكرارات. تبين أن خفض سرعة الطباعة إلى ما هو أقل بكثير من المستعمل في البلاستيك الشائع واختيار ارتفاع طبقة متوسط (0.15 مم) أمران حاسمان للحصول على جدران متسقة وقواعد مسطحة. كما يقومون بضبط المسافة بين الفوهة ولوحة البناء بعناية لتجنب الفجوات أو الطبقات المسطّحة في السطح السفلي.
ضبط الأجزاء للتقلص والحرارة
في المرحلة الثانية، تُمرَّر القطع المطبوعة عبر المسار السيراميكي الكامل: أولاً حمام كيميائي في الأسيتون لإذابة جزء من الرابطة، ثم معالجة حرارية طويلة ومضبوطة بعناية في فرن لإزالة الباقي وتلبيد الألومينا عند نحو 1550 °م. تتسبب هذه الخطوات في تقلص الأجزاء بحوالي خُمس الطول في كل اتجاه وقد تؤدي إلى انحراف أو تشققات. للتعامل مع ذلك، يغيّر الفريق بشكل منهجي عوامل مقياس التصميم وعدد الطبقات السفلية والعلوية الصلبة، وعدد خطوط الجدار، وكثافة ونمط الحشو الداخلي. ومن هذا يستخلصون مجموعة من قيم المقياس والإعدادات الهيكلية التي تنتج أجزاء سميكة ومتينة بما يكفي لتحمل المعالجة اللاحقة دون الانهيار، ومع ذلك ليست كثيفة للغاية بحيث تحبس المذيبات أو الغازات.
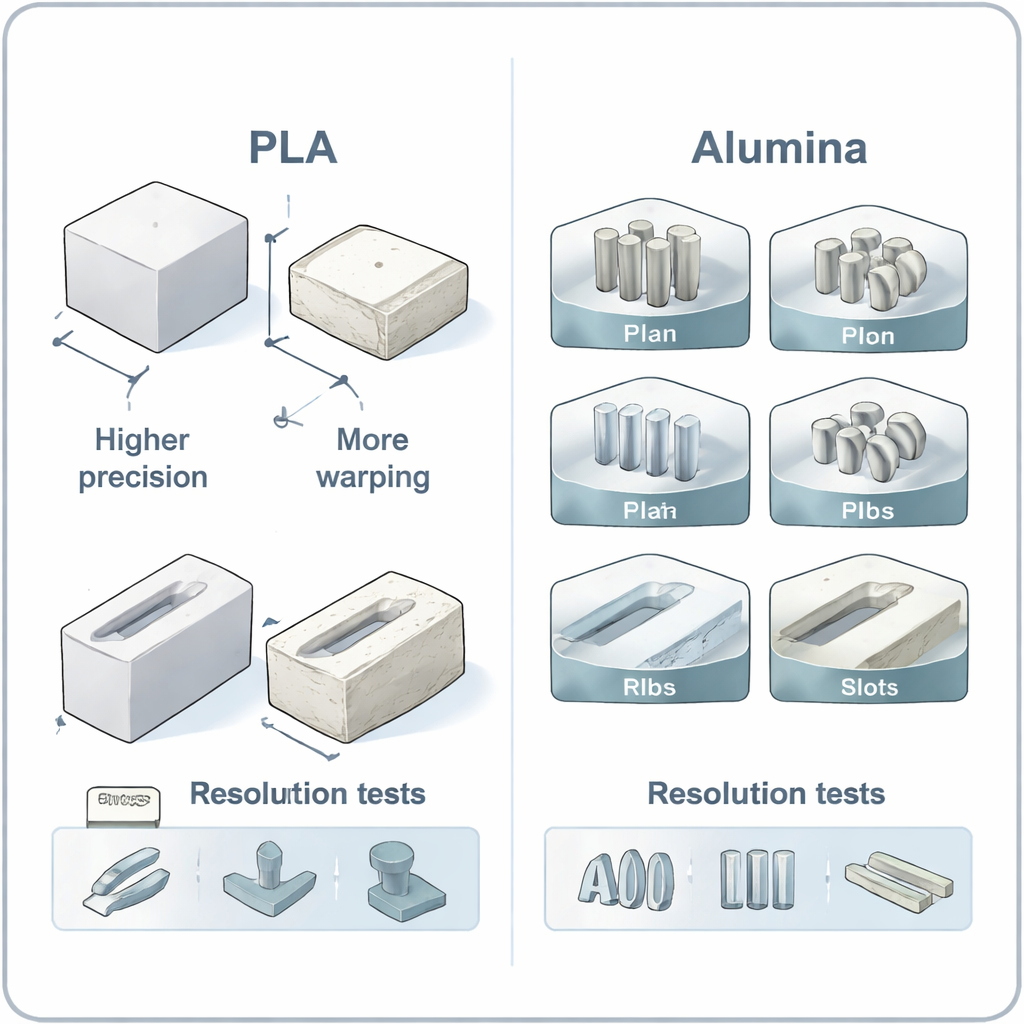
اختبار العملية
للحكم على مدى فعالية الإعدادات المحسنة، يطبع المؤلفون «قطع اختبار» معيارية محددة في معيار دولي ISO. تفحص هذه الأشكال ثلاث خواص عملية: الدقة البُعدية العامة، وأصغر الميزات التي لا تزال الطابعة قادرة على تشكيلها (الدقة)، وجودة السطح، بما في ذلك على المتدليات المائلة. يقومون بصنع مجموعات كاملة سواء من الألومينا أو من بلاستيك مألوف، PLA، باستخدام أفضل إعدادات معروفة لكل مادة. تُظهر القياسات الدقيقة أن أجزاء الألومينا عادة ما تتقلص وتلتوي أكثر، خاصة بعد مرحلة الفرن عالية الحرارة، مما يؤثر سلباً على الدقة في المحاور الثلاثة. قد تتشوه الدبابيس الرقيقة والثقوب الصغيرة القابلة للطباعة في PLA، أو تختفي أثناء المعالجات بالمذيب والحرارة، أو تندمج وتغلق في الألومينا.
ماذا يعني هذا للاستخدام الواقعي
بالنسبة لغير المتخصص، الخلاصة الرئيسية هي أنه يمكنك بالفعل إنتاج أجزاء سيراميكية وظيفية من الألومينا على طابعة ثلاثية الأبعاد من نوع FDM، لكنها لن تضاهي بعد دقة ونعومة سطح القطع البلاستيكية المطبوعة جيداً. يوفر العمل مساراً واضحاً وقابلاً للتكرار لضبط درجات الحرارة والسرعات وإعدادات الجدار والحشو وتصحيحات المقياس، ويظهر أين تكمن قيود اليوم: الانحناء أثناء التسخين، فقدان التفاصيل الدقيقة جداً، والأسطح الخشنة عند المتدليات الحادة. من خلال صياغة سير عمل تحسين هذا وتوضيح نقاط الضعف المتبقية في مراحل إزالة الرابطة والتلبيد، تمنح الدراسة الصناعة والباحثين نقطة انطلاق ملموسة لتحويل الطابعات منخفضة التكلفة إلى أدوات تصنيع سيراميكي أكثر قدرة.
الاستشهاد: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
الكلمات المفتاحية: الطباعة ثلاثية الأبعاد للسيراميك, النمذجة بالترسيب المنصهر, الألومينا, تحسين العملية, التصنيع الإضافي